
كوليت تشاك
Cat:أجزاء أداة الآلة
فئة: إنتاج المنتجات المساعدة نظرة عامة على المنتج: حصلت الشركة على شهادة مختلفة من الأنظمة مثل نظام إدارة الجودة ISO9001: 2015 ، نظا...
أكثرلقد وفر ظهور عجلات طحن البورون المكعبة المزيفة (CBN) حلاً لطحن مخروط عالي الدقة. CBN (نيتريد البورون المكعب) هو ثاني أكثر المواد بعد الماس ، والرابطة المزججة تضفي مقاومة الحرارة الفائقة والاستقرار الهيكلي لعجلة الطحن. بالمقارنة مع عجلات الطحن التقليدية ، تشمل المزايا الأساسية لعجلات طحن CBN المزججة:
حياة طويلة للغاية: تتجاوز مقاومة التآكل أكثر من 100 مرة من عجلات طحن corundum ، وتقليل تغييرات الأداة بشكل كبير وأوقات خلع الملابس.
الاستقرار الحراري العالي: يقاوم درجات حرارة تتجاوز 1400 درجة مئوية ، مما يمنع التشوه الحراري في قطعة العمل.
الاحتفاظ بالدقة العالية: يضمن فقدان الحبوب الكاشطة المنخفضة دقة آلي طويلة الأجل ومستقرة.
طحن عالية الكفاءة: يزيد معدل إزالة المعادن بنسبة 30 ٪ إلى 50 ٪ ، مما يؤدي إلى تحسين كفاءة الإنتاج بشكل كبير.
عجلات طحن CBN المزججة عبارة عن أدوات طحن عالية الأداء مصنوعة من مركب من كاشط نيتريد البورون المكعب (CBN) وموثق مزجج. هذه المجموعة الفريدة من المواد تمنحهم أداءً استثنائياً للآلات.
خصائص كاشفات CBN
نيتريد البورون المكعب (CBN) هو مادة خارقة الاصطناعية مع بنية بلورية مماثلة للماس ، وتتألف من ذرات البورون والنيتروجين المستعبدين تساهميًا. تتمتع كاشفات CBN بالخصائص المتميزة التالية:
(1) صلابة عالية للغاية وارتداء المقاومة
يمكن أن تصل Microhardness إلى 4500HV ، والثاني فقط إلى Diamond (10000HV) وأكثر من ضعف عدد Corundum (2000HV)
مقاومة التآكل هي أكثر من 100 مرة من كاشطة كوروندوم العادية ، مما يجعلها مناسبة بشكل خاص لمعالجة مواد عالية الصدفة
(2) الاستقرار الحراري الممتاز
مقاومة درجات الحرارة العالية تصل إلى 1400 درجة مئوية (يبدأ الماس في التأكسد عند 800 درجة مئوية)
يحافظ على أداء القطع في درجات حرارة عالية ولا يتفاعل مع المعادن القائمة على الحديد
(3) الصخور الكيميائية الجيدة
لا يتفاعل كيميائيًا مع المعادن مثل الحديد والنيكل والكوبالت
مناسبة بشكل خاص لمعالجة المعادن الحديدية مثل الصلب المتصل والفولاذ عالي السرعة
خصائص الرابطة المزعجة
الرابطة المزعجة هي عامل رئيسي في تحديد أداء عجلات الطحن. تشمل ميزاتها الرئيسية:
(1) مقاومة حرارة عالية
يمكن أن تصل درجة حرارة التلبد إلى أعلى من 1200 درجة مئوية
يحافظ على خصائص ميكانيكية مستقرة ضمن نطاق درجة حرارة العمل
(2) صلابة ممتازة
يصل معامل مرن إلى ما يزيد عن 100GPA
تشوه صغير أثناء الطحن ، وهو ما يفضي إلى الحفاظ على دقة المعالجة
(3) مسامية يمكن التحكم فيها
يمكن تحقيق مسامية من 5 ٪ -40 ٪ من خلال تعديل الصيغة
تساعد المسامية في إزالة الرقائق والتبريد ، ومنع حروق الشغل
(4) النزاهة الذاتية الجيدة
يمكن أن تسقط الحبوب الكاشطة في الوقت المناسب بعد التخميل ، مما يكشف عن حافة حادة جديدة
يحافظ على أداء الطحن المستمر والمستقر
هيكل فريد من عجلات طحن CBN السيراميك
تعتمد عجلات طحن CBN الخزفية النموذجية تصميم بنية متعددة الطبقات:
(1) طبقة جلخ
عادة ما يكون تركيز CBN 75 ٪ -150 ٪ (جزء الحجم)
نطاق الحجم الكاشط: الطحن الخشن #80- #120 ، طحن غرامة #400- #2000
(2) طبقة الانتقال
يضمن رابطة ثابتة بين الطبقة الكاشطة والركيزة
عادة ما يكون سمك 1-2 مم
(3) مادة المصفوفة
سبيكة الألومنيوم: خفيفة الوزن ، مناسبة للطحن عالي السرعة
مصفوفة الصلب: صلابة عالية ، تستخدم لطحن الحمل الثقيل
مزايا السندات السيراميك
الرابطة الخزفية هي مادة غير عضوية تتكون من الطور الزجاجي والمرحلة البلورية. تشمل مزاياها:
صلابة عالية: أكثر مقاومة للتشوه من الراتنج أو الرابطة المعدنية ، مناسبة للطحن عالي الدقة
مقاومة درجات الحرارة العالية: يحافظ على الاستقرار حتى أثناء الطحن عالي السرعة (أكثر من 120 م/ث).
الاستعداد الذاتي الممتاز: بعد الانتهاك ، تسقط الحبوب الكاشطة ، وكشفت الحافة الحادة الطازجة والحفاظ على الحدة.
مقارنة مع عجلات الطحن التقليدية (Corundum ، الماس ، إلخ)
مقارنة الأداء
بالمقارنة مع عجلات الطحن التقليدية ، توفر عجلات طحن CBN CBN مزايا مهمة:
| مواصفات الأداء | عجلة طحن كوروندوم | راتنج-راتن CBN عجلة طحن | عجلة طحن CBN المزججة |
| أقصى درجة حرارة التشغيل | 800 درجة مئوية | 300 درجة مئوية | 1400 درجة مئوية |
| نسبة الطحن (قيمة G) | 10-50 | 200-500 | 500-2000 |
| أقصى سرعة خطية | 80m/s | 100m/s | 160m/s |
| الاستقرار الأبعاد | عدل | جيد | ممتاز |
| تردد ارتداء | عالي | واسطة | قليل |
اختيار عجلة الطحن والمطابقة
حدد تركيز CBN المناسب استنادًا إلى مادة الشغل (ينصح 100 ٪ -150 ٪ بالصلب المتصلب)
مبادئ اختيار حجم الحصى:
الطحن الخشن: #80- #120
طحن شبه فاين: #150- #240
طحن غرامة: #400 وما فوق
اختيار نوع الموثق (الطور الزجاجي/السيراميك المصنوع من البلورة الدقيقة)
مواصفات التثبيت
استخدم شفة مخصصة لضمان قوة التثبيت الموزعة بالتساوي
مطلوب موازنة ديناميكية بعد التثبيت (عدم التوازن المتبقي ≤ 0.4g · مم/كغ)
إجراء اختبار تشغيل الخمول قبل الاستخدام الأولي (3 0 دقيقة ، ثم زيادة السرعة إلى سرعة التشغيل) تدريجيا)
إعداد المعلمة نقاط المفتاح
التحكم في السرعة الخطية:
الصلب: 80-120 م/ث
كربيد: 60-100 م/ث
اختيار معدل التغذية:
الطحن الخشن: 0.01-0.03 مم/السكتة الدماغية
طحن ناعم: 0.002-0.01 مم/السكتة الدماغية
أوقات تطهير الشرارة: قم بإجراء ثلاث طحن خالية من الشرارة على الأقل خلال مرحلة الطحن الناعم.
إدارة المبرد
يجب استخدام سائل الطحن المتخصص (الرقم الهيدروجيني 8.5-9.5).
متطلبات معدل التدفق: ≥ 2 لتر/دقيقة لكل مم من عرض عجلة الطحن.
مرشح دقة ≤ 25 ميكرون. تحقق بانتظام من التركيز (الموصى به 4-6 ٪)
طحن مواصفات خلع الملابس
اختيار أداة الملابس:
خلع الملابس الخشنة: قلم الماس نقطة واحدة
خلع الملابس الجميلة: أسطوانة الماس
معلمات الملابس:
تغذية الملابس: 0.002-0.01mm/السكتة الدماغية
نسبة سرعة ارتداء الملابس: 0.6 إلى 0.8 (نسبة عجلات الطحن إلى أسطوانة السرعة الخطية)
ارتداء مراقبة
فحص بانتظام حالة سطح عجلة الطحن (كل 8 ساعات)
إنشاء نظام طحن/مراقبة الطاقة وضبط عتبات الإنذار
سجل بيانات حياة طحن العجلة (متوسط عدد الأجزاء التي تمت معالجتها لكل فاصل خلع الملابس)
تدابير وقائية
يجب تثبيت غطاء واقي (زاوية فتح ≤ 180 درجة)
يجب على المشغلين ارتداء أقنعة واقية (للحماية من غبار CBN).
يجب تثبيت فاصل مغناطيسي في منطقة العمل لجمع الرقائق المعدنية.
معالجة غير طبيعية
إجراء معالجة الاهتزاز الزائد:
أوقف الجهاز فورًا.
تحقق من الجريان الشعاعي للمغزل (يجب أن يكون ≤0.005mm).
إعادة التوازن.
استجابة حرق الشغل:
تحقق من زاوية رذاذ سائل التبريد.
تقليل معدل التغذية بنسبة 20 ٪ -30 ٪.
إدارة درجة الحرارة والرطوبة
الحفاظ على درجة حرارة ورشة 20 ± 2 درجة مئوية.
الرطوبة النسبية 45 ٪ -65 ٪.
يجب الحفاظ على غرف الطحن الدقيقة في درجة حرارة ثابتة.
تدابير الوقاية من الاهتزاز:
تثبيت المعدات على أساس مقاوم للاهتزاز (السعة ≤2μm).
تجنب تحديد موقع المعدات في نفس منطقة معدات الختم.
الظاهرة: زاوية مخروطية الشغل من التسامح (> ± 0.005 °)
الأسباب المحتملة:
فقدان الأداة الآلية الدقة الهندسية (Guideways/Spindle)
إعداد غير صحيح لزاوية خلع العجلة الطحن
عدم كفاية صلابة العمل/الصلابة التي تسبب تشوه
الحلول:
استخدم مقياس التداخل بالليزر للتحقق من الدقة الهندسية للأداة (التركيز على المحور z و X-axis عمودي)
إعادة معايرة زاوية مضمار عجلة الطحن (باستخدام مقياس زاوية قياسي يوصى به)
أضف نقاط دعم عمالة إضافية وتبول إلى المشبك الهيدروليكي (تحكم في قوة التثبيت إلى 3-5 ميجا باسكال)
الظاهرة: الدائرة> 2μM
الأسباب المحتملة:
توازن ديناميكي عجلات الطحن الفقير
ارتداء محامل المغزل (الجريان الشعاعي> 0.003 مم)
معلمات الطحن المفرطة
حل:
إعادة توازن عجلة الطحن (القيمة المستهدفة: G1.0)
تحقق من المغزل الشعاعي واستبدال المحامل إذا لزم الأمر (يوصى بمحامل السيراميك)
ضبط المعلمات:
تقليل السرعة الخطية بنسبة 10 ٪ -15 ٪
تقليل معدل التغذية إلى 50 ٪ من القيمة الأصلية
الظاهرة: أنماط تموج منتظمة (الطول الموجي 0.1-0.5 مم)
الأسباب المحتملة:
طحن الاهتزاز نظام العجلات العجلة
الأساس آلة فضفاضة
طحن الرنين
حل:
تحقق وتعزيز الأساس (يجب أن تكون قيمة الاهتزاز ≤ 2μm/s)
اضبط سرعة الدوران لتجنب منطقة الرنين (التي يحددها تحليل طيف FFT)
استخدم عجلة طحن متباعدة بشكل غير متساوٍ (مثل نوع الأخدود الحلزوني)
الأعراض: تلون سطح الشغل (الأكسدة)
الأسباب المحتملة:
تبريد غير كاف (التدفق/الضغط غير الكافي)
مسام عجلات الطحن المسدودة
معدل التغذية المفرط
حل:
تحسين نظام التبريد:
زيادة معدل التدفق إلى 15 لتر/دقيقة · مم (عرض عجلة الطحن)
استخدم تصميم فوهة مزدوجة (واحد في الأعلى وواحد في الأسفل ، بزاوية 15 درجة)
قم بتنظيف مسام عجلة الطحن بمسدس هواء عالي الضغط (هواء مضغوط 0.6 ميجا باسكال)
تقليل معدل التغذية بنسبة 30 ٪ وزيادة عدد دورات التلميع (≥3)
الأعراض: يتم تقليل حياة طحن العجلة بأكثر من 50 ٪
الأسباب المحتملة:
تركيز جلخ غير لائق
التغييرات في مواد الشغل (على سبيل المثال ، تحتوي على مراحل صلبة)
معلمات ارتداء الملابس غير صحيحة
حل:
ضبط تركيز CBN:
الصلب المطفأ: 100 ٪ -125 ٪
كربيد: 75 ٪ -100 ٪
تعديل معلمات الملابس:
تقليل معدل تغذية الملابس إلى 0.001 مم/السكتة الدماغية
اضبط نسبة سرعة ارتداء الملابس إلى 0.4
ظاهرة: تظهر "بقع أصلع" على سطح عجلة الطحن
الأسباب المحتملة:
قوة الرابطة غير كافية
الحمل تأثير مفرط
تآكل سائل التبريد
حل:
استخدم رابطة السيراميك المصغرة عالية القوة
تحسين طريقة القطع (استخدم القطع المنحدرة ، الزاوية <5 °)
تغيير نوع سائل التبريد (تجنب إضافات تحتوي على الكبريت)
الظاهرة: انخفاض بنسبة 30 ٪ في معدل إزالة المعادن
الأسباب المحتملة:
طحن عجلة بلادة
قوة الطحن غير كافية
معلمات العملية المحافظة
حل:
تنفيذ مراقبة الحالة:
حدد عتبة الطاقة (85 ٪ من إنذار الطاقة المقدر)
استخدم مستشعر الانبعاثات الصوتية لمراقبة حالة عجلة الطحن
الظاهرة: التباين الأبعاد للدفعات> 0.005 مم
الأسباب المحتملة:
التشوه الحراري المتراكم
خطأ نظام القياس
ارتداء عجلة الطحن غير المكافئة
حل:
تنفيذ تعويض درجة الحرارة:
وقت الاحماء الآلي ≥ 2 ساعة
تثبيت نظام التحكم في درجة الحرارة المحيطة (20 ± 1 درجة مئوية)
إنشاء آلية تعويض تلقائي:
تشغيل القياس عبر الإنترنت كل 10 أجزاء
تصحيح الإحارة z تلقائيًا عبر PLC
تدابير الطوارئ:
اضغط على زر إيقاف الطوارئ على الفور
تحقق من سلامة الغطاء الوقائي
أسباب التحقيق:
السرعة الزائدة (تحقق من تسمية السرعة القصوى)
إجهاد التثبيت المفرط (عزم الدوران براغي الحافة وفقًا للدليل)
تدابير الطوارئ:
تحقق من الضغط الهيدروليكي المشبك بعد الإغلاق (عادة 3-5 ميجا باسكال)
استخدم حل تحديد المواقع الثانوي (التثبيت الهوائي للمواقع الميكانيكية)
أضف الفحص البصري إلى العمليات الرئيسية (لتأكيد التثبيت السليم)
إنشاء سجل مراقبة:
سجل منحنى قوة الطحن بعد كل ضمادة
تتبع اتجاهات حياة عجلة الطحن (إدارة مخطط التحكم)
إدارة قطع الغيار:
الحفاظ على أدوات خلع الملابس طحن الطوارئ (بكرات الماس)
محمل المغزل قطع الغيار (بديل إلزامي موصى به بعد 8000 ساعة)
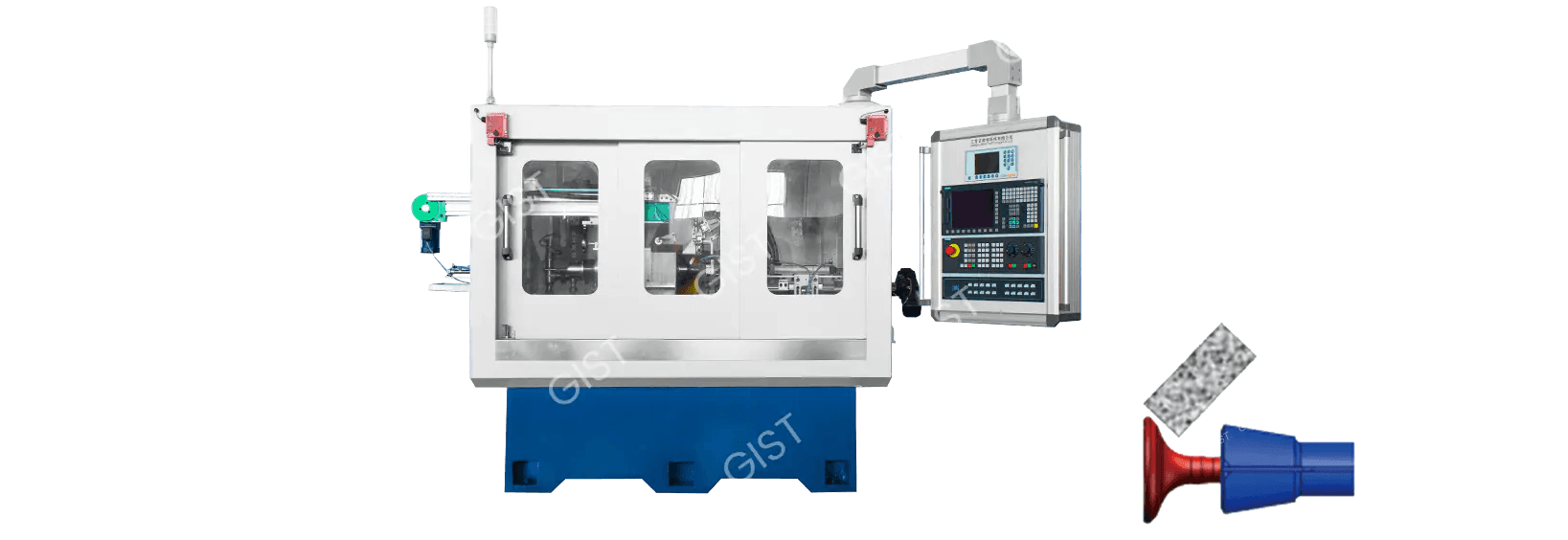
طاحونة مخروطية CBN Wheel Cramic هي معدات راقية مصممة خصيصًا لتصنيع الأجزاء المخروطة عالية الدقة. وظائفهم الأساسية هي كما يلي:
تحقيق دقة الآلات على مستوى الميكرون (الجولة ≤ 1μm ، تحمل زاوية المخروط ± 0.003 °).
يمكن معالجة مجموعة متنوعة من الهياكل المخروطية:
مخاريط مزامنة نقل السيارات
نقر محرك الطائرات وأقماع الأخدود
الدقة تحمل مخروطات السباق
مخروطات الإغاثة من حافة الأدوات
مصممة للمواد عالية الصعود:
الصلب الصلب (HRC60)
سبائك درجات الحرارة العالية (Inconel 718 ، وما إلى ذلك)
كربيد (YG8 ، وما إلى ذلك)
حل مشاكل عجلات الطحن التقليدية "غير قادرة على الطحن" وعرضة للحروق
عملية التحويل المتكاملة
إكمال تصنيع متعدد الميزات في إعداد التثبيت واحد:
سطح أسطواني مخروط
نهاية الوجه شارع
التنميط السطح الأخدود
| عنصر المقارنة | عجلة طحن كوروندوم | عجلة طحن CBN المزججة |
| ارتداء الحياة | 50 قطعة | 2000 قطعة |
| حياة الخدمة الكلية | 200 قطعة | 50000 قطعة |
| تردد ارتداء | مرتين لكل نوبة | مرة واحدة في الأسبوع |
تصل خشونة السطح إلى 0.1μm (الانتهاء من المرآة)
لا يوجد عمق طبقة حرق <2μm (عجلات الطحن التقليدية> 10μm)
الإجهاد المتبقي يتحكم فيه -200MPa (حالة الضغط الانضغاط)
معدل إزالة المعادن المحسّن بشكل كبير:
الصلب المملوء: 2.5mm³/مم · S (العملية التقليدية 0.8 مم/مم · s)
كربيد: 1.2 مم/مم · S (العملية التقليدية 0.3 مم/مم · s)
انخفض وقت القطع بنسبة 40 ٪ -60 ٪
مقارنة استهلاك الطاقة:
طاحونة تقليدية: 25 كيلو واط · H/100 قطعة
طاحونة CBN: 8 كيلو وات · H/100 قطعة
الحد من النفايات:
انخفضت رقائق الطحن بنسبة 80 ٪
انخفض استهلاك المبرد بنسبة 50 ٪
مزود بنظام قياس عبر الإنترنت (نوع ليزر/جهة اتصال)
Adaptive compensation function:
يصحح تلقائيًا ارتداء عجلة الطحن
تعويض في الوقت الحقيقي للتشوه الحراري
يتنبأ نظام التوأم الرقمي بنتائج الآلات
تكنولوجيا السندات النانوية النانوية:
زادت قوة الانثناء إلى 180 ميجا باسكال
زادت مقاومة الحرارة بنسبة 30 ٪
عجلة طحن مركبة متعددة الطبقات:
الطبقة الأساسية: مصفوفة عالية الحفر
طبقة الانتقال: مادة التدرج
طبقة العمل: مجاميع CBN microcrystal
تقنية الطحن المبردة:
درجة حرارة الشغل <150 درجة مئوية (العملية التقليدية> 400 درجة مئوية) التي تحققت من خلال تبريد نفاث عالي الضغط
تكنولوجيا قمع الاهتزاز:
يتحكم نظام التخميد النشط في سعة الاهتزاز إلى 0.5 ميكرون
وظيفة الارتباط بخمسة محاور:
الحد الأقصى لعدد الرابط للمحاور: x/y/z/axis/center
دقة تحديد المواقع: 5μm 5μm/300mm
التصميم المعياري:
استبدال وحدة عجلة الطحن السريعة (أقل من 10 دقائق)
وحدات وظيفة الدوران/الطحن الاختيارية
انتقال المخروط مخروط مخروط:
تحسنت دقة الآلات إلى DIN 5
تكلفة الوحدة مخفضة بنسبة 35 ٪
مخروط مركبة مركبة مركبة الطاقة الجديدة:
تحقيق تسامح مناسب 0.005 ملم
القضاء على مشكلة الضوضاء المرتبطة بالتجميع التقليدي
انخفاض شفرة المحرك وآلات تينون:
زادت حياة التعب بنسبة 3 مرات
انخفضت دورة الآلات من 8 ساعات إلى 2.5 ساعة
معدات الهبوط التي تحمل مخروط الآلات:
سلامة السطح تلبي معايير AMS2420
انخفض معدل الخردة من 15 ٪ إلى 0.5 ٪
حفر كربيد زاوية الخلفية آلات:
مسنن الحافة <3μm
زادت عمر الأداة بنسبة 50 ٪
قواطع الطحن عالية الدقة مع السيقان المدببة:
منطقة الاتصال> 90 ٪
التكرار التكرار 1μm
ترقيات ذكية:
نظام تحسين عملية الذكاء الاصطناعي المتكامل
تطوير نموذج التنبؤ بحالة طحن العجلة
التصنيع الأخضر:
اختراقات تقنية الطحن الجافة
تطوير مواد الموثق القابلة للتحلل
الآلات الفائقة الدقة:
تحقيق خشونة سطح النانو (RA <0.05μm)
تطوير عمليات إزالة على المستوى الذري
تتجلى دقة الآلات غير الطبيعية بشكل أساسي كزاوية مخروطية مفرطة ووضعية سيئة. تشير زاوية المخروط المفرطة عادةً إلى انحراف أكثر من ± 0.01 درجة بين زاوية المخروطية الفعلية المخروطية ومتطلبات التصميم ، في حين تشير الدائرة السيئة إلى انحراف أكثر من 2μm من المقطع العرضي الدائري.
لزاوية المخروط المفرطة ، يجب أولاً معايرة الدقة الهندسية لأداة الآلة. يوصى باستخدام مقياس التداخل بالليزر للتحقق من العمودية لكل محور آلة ، وخاصة العمودية بين محاور X و Z. يجب إجراء هذا الاختبار بعد استقرار درجة حرارة تشغيل الماكينة ، مما يتطلب عادةً تشغيلًا من 1-2 ساعة. إذا تم اكتشاف انحراف العمودية ، فيجب تصحيحه وفقًا لتعليمات الشركة المصنعة للأدوات. This is generally achieved by adjusting the guide rail slat clearance to within 0.005-0.01mm.
يعد طحن عجلة الملابس أيضًا عاملًا مهمًا يؤثر على دقة زاوية تفتق. ينصح بخلع الأسطوانة الماس ، مع معدل تغذية الملابس من 0.002-0.005 ملم. بعد ارتداء الملابس ، يلزم ما لا يقل عن ثلاث دورات تلميع خالية من الشرارة لضمان توحيد وحدة الحبوب الكاشطة على سطح عجلة الطحن. بالنسبة للآلات المتقنة ذات الدقة العالية ، يوصى باختبار طحن قطع عمل أو اثنين قبل الآلات النهائية. فقط بعد الحصول على قياسات مرضية يمكن أن تبدأ إنتاج الضخم.
غالبًا ما يرتبط الدورة الضعيفة ارتباطًا وثيقًا بحالة مغزل أداة الآلة. أولاً ، تحقق من الجريان الشعاعي للمغزل ، والذي لا ينبغي أن يتجاوز 0.003 مم باستخدام مؤشر الطلب. إذا تم تجاوز هذه القيمة ، فقد تحتاج محامل المغزل إلى استبدالها. علاوة على ذلك ، يجب أن تكون عجلة الطحن متوازنة ديناميكيًا وفقًا لمعايير G1.0 ، مع التحكم في عدم التوازن ضمن 0.4G · مم/كغ. للحصول على طحن عالية السرعة (السرعات الخطية التي تتجاوز 80 مترًا/ثانية) ، يوصى بنظام التوازن الديناميكي عبر الإنترنت للمراقبة في الوقت الفعلي وتعديله.
تشمل عيوب جودة السطح عادة علامات الثرثرة ، والحروق ، والخشونة المفرطة. يمكن تصنيف علامات الثرثرة على أنها منتظمة وعشوائية.
عادة ما تظهر علامات الثرثرة العادية على أنها خطوط موحدة دورية ذات طول موجي تتراوح بين 0.1 و 0.5 مم. هذا النوع من المشكلة ناتج في المقام الأول بسبب اهتزاز النظام. تشمل تدابير العلاج: بدقة موازنة عجلة الطحن لضمان تلبية معايير G1.0 ؛ ضبط سرعة المغزل واستخدام تحليل طيف FFT لتحديد ترددات الرنين لتجنب نطاقات السرعة الحساسة ؛ وفحص أساس أداة الآلة لضمان أن مستويات الاهتزاز أقل من 2 ميكرون/ثانية.
تظهر علامات الثرثرة العشوائية كعلامات سطحية غير منتظمة ، مما يشير في كثير من الأحيان إلى ارتداء محمل محمل المغزل. يجب فحص المحامل واستبدالها إذا لزم الأمر. عند الاستبدال ، انتبه إلى التحميل المسبق. التحميل المسبق المفرط يمكن أن يؤدي إلى فشل الحمل قبل الأوان.
الحروق السطحية ناتجة في المقام الأول بسبب درجات حرارة مفرطة في منطقة الطحن. تشمل الحلول: زيادة معدل تدفق المبرد إلى 2 لتر/دقيقة على الأقل لكل ملليمتر من عرض عجلة الطحن ؛ التحقق من موضع فوهة المبرد للتأكد من محاذاة منطقة الاتصال الطحن ؛ تحسين معلمات الطحن ، وتقليل معدل التغذية بشكل مناسب ، وزيادة عدد دورات التلميع. بالنسبة للحروق الشديدة ، قد يكون من الضروري استبدال عجلة طحن CBN المزججة مع واحدة ذات موصلية حرارية أعلى.
غالبًا ما ترتبط الخشونة المفرطة بحالة عجلة الطحن. When the grinding wheel grit becomes dull, the surface roughness deteriorates significantly. ارتداء عجلة الطحن ضروري ، ويجب إجراء طحن الاختبار بعد ارتداء الملابس للتحقق من الحالة. إذا استمرت المشكلة ، فكر في التحول إلى عجلة طحن أدق أو تقليل معدل التغذية بنسبة 50 ٪.
تشوهات طحن العجلة تظهر في المقام الأول على أنها التآكل المفرط وفقدان الحبوب الكاشطة. التآكل المفرط لعجلة الطحن يعني أن عمر خدمتها أقل بكثير مما كان متوقعًا ، مما قد يصل إلى 50 ٪ فقط أو حتى أقل من عمره الطبيعي.
تشمل الأسباب الرئيسية لارتداء التآكل المفرط تركيز الكاشط غير المناسب ، والتغيرات في خصائص مواد الشغل ، وإعدادات معلمات الملابس غير الصحيحة. بالنسبة للمواد التي يصعب معها الآلة مثل الصلب المتصل ، يوصى باستخدام عجلة الطحن مع تركيز CBN بين 100 ٪ و 125 ٪. عند خلط السبائك التي تحتوي على مراحل صلبة ، يمكن تخفيض التركيز إلى 75 ٪ إلى 100 ٪. فيما يتعلق بمعلمات ارتداء الملابس ، يجب تقليل تغذية الملابس إلى 0.001 مم/السكتة الدماغية ، ويجب ضبط نسبة سرعة ارتداء الملابس إلى 0.4 تقريبًا.
يتجلى سفك الحصى على أنه "بقع أصلع" محلية على سطح عجلة الطحن. ترتبط هذه "البقع الصلع" المترجمة هذه عادة مع عدم كفاية قوة الرابطة ، أو أحمال التأثير المفرطة أثناء الآلات ، أو تآكل سائل التبريد. تشمل الحلول: التحول إلى عجلة الطحن مع رابطة سيراميك ثنائية البلورة عالية القوة ؛ تحسين مسار الآلات ، باستخدام إدخال منحدر أقل من 5 درجات لتجنب التأثير الناجم عن قطع الزاوية اليمنى ؛ والتحقق من تكوين سائل التبريد لتجنب استخدام المبردات التي تحتوي على إضافات تآكل مثل الكبريت.
طحن عجلة الكسر في حالات الطوارئ
في حالة حدوث كسر في عجلة الطحن ، يجب على المشغل تنشيط زر إيقاف الطوارئ على الفور لفصل الطاقة إلى الجهاز. بعد ذلك ، تحقق من سلامة الغطاء الوقائي لضمان عدم وجود حطام طيران يمكن أن يصيب أي شخص. يجب أن يركز التحقيق في الحوادث على: ما إذا كانت سرعة عجلة الطحن تتجاوز الحد الأقصى للسرعة المحددة في الملصق ؛ ما إذا كان التسطيح المتصاعد شفة ضمن 0.01 مم ؛ وما إذا كانت عجلة الطحن قد انتهت صلاحيتها أو تخزينها بشكل غير صحيح.
استجابة فشل جمع الشغل
يمكن أن يؤدي فشل جمع الشغل إلى مخاطر سلامة خطيرة وفشل الشغل. تتضمن مقاييس التحسين تبني نظام تحديد المواقع المزدوج: تحديد المواقع الميكانيكية لضمان الموضع المرجعي ، والتشكيل الهيدروليكي لتوفير قوة التثبيت الأولية ، وقفل الهوائية كميزة أمان. يمكن أيضًا إضافة التفتيش البصري لتأكيد التثبيت في مكان العمل قبل المعالجة.
حلول المشكلات الشائعة:
| أعراض | السبب المحتمل | حل |
| تموجات سطح الشغل | طحن العجلة عدم التوازن/التآكل المحمل | إعادة التوازن/استبدال المحامل |
| دقة زاوية تفتق تتجاوز | فقدان الدقة الهندسية للآلة | Recalibrate Machine Level and Guideways |
| ارتداء عجلة الطحن المفرطة | معلمات الطحن المفرطة | تقليل السرعة الخطية بنسبة 15 ٪ -20 ٪ |
| حرق سطح الشغل | عدم كفاية البارد/طحن عجلة بلادة | زيادة تدفق التبريد/استبدال في الوقت المناسب |
| انخفاض كفاءة طحن | مسام طحن العجلة مسدودة | واضح أو استعادة بقضيب تنظيف خاص |
نقاط الصيانة اليومية
الصيانة اليومية ضرورية لضمان تشغيل المعدات المستقرة على المدى الطويل. قبل بدء كل نوبة عمل ، يجب إجراء عمليات التفتيش التالية: يجب فحص تركيز المبرد باستخدام مقياس الانكسار لضمان بقاء التركيز ضمن نطاق 4 ٪ -6 ٪ ؛ يجب فحص ضغط نظام الهواء للحفاظ على ضغط تشغيل يتراوح بين 0.5-0.7 ميجا باسكال ؛ ويجب فحص عجلة الطحن بصريًا للشقوق أو العيوب أو غيرها من التشوهات.
إن صيانة ما بعد التحول مهمة بنفس القدر وتشمل: تنظيف طاولة العمل والفاصل المغناطيسي لإزالة رقائق المعادن والتراكم الكاشط ؛ القضاء على حراس GuideDay لمنع شرائح دخول سطح GuideDay ؛ تسجيل بيانات خلع الملابس العجلة وعدد قطع العمل التي تمت معالجتها أثناء التحول ، والحفاظ على سجل تشغيل معدات كامل.
خطة الصيانة الدورية
تركز الصيانة الأسبوعية على التحقق من نظام تزييت Guideway لضمان أن مستوى الشحوم لا يقل عن 80 ٪ وأن خطوط التشحيم غير معسمة. يجب فحص النظام الهيدروليكي شهريًا ، مع التركيز على تفاضل ضغط المرشح. إذا تجاوز الفرق في الضغط 0.3 ميجا باسكال ، فيجب استبدال المرشح.
يجب فحص نظام المغزل بشكل احترافي كل ثلاثة أشهر ، باستخدام ميكرومتر عالي الدقة لقياس الجريان الشعاعي للمغزل ، والذي لا ينبغي أن يتجاوز 0.002 مم. يجب أيضًا فحص ارتفاع درجة حرارة المغزل ؛ لا ينبغي أن يتجاوز 15 درجة مئوية بعد أربع ساعات من التشغيل المستمر. تتطلب الصيانة السنوية من فني محترف أداء معايرة كاملة لأداة الآلة واستعادة جميع دقة تحديد المواقع لمعايير المصنع.
إدارة حياة المكون الرئيسي
كمكون أساسي ، يوصى باستبدال محامل المغزل بعد 8000 ساعة من التشغيل ، بغض النظر عن حالة السطح. عادةً ما يكون لانزلاق Guideway عمر لمدة خمس سنوات ويجب استبداله على الفور لتجنب فقدان الدقة. يجب فحص شفة عجلة الطحن كل 2000 ساعة لضمان تركيب آمن وموثوق. يجب استبدال المبرد بالكامل كل ثلاثة أشهر لمنع التدهور الذي يؤثر على أداء الآلات.
| فئة الصيانة | عنصر الصيانة | تفاصيل التشغيل والمعايير | دورة | متطلبات السجل |
| الصيانة اليومية | تفتيش سائل التبريد | تحقق من تركيز (4 ٪ -6 ٪) ، درجة الحموضة (8.5-9.5) ، دقة الترشيح ≤ 25μm | لكل نوبة | سجل التركيز والشوائب |
|
| فحص العجلة البصرية | تحقق من الشقوق والعيوب والجزيئات الكاشطة الفضفاضة ، وثقوب الهواء النظيف (بندقية الهواء 0.6MPa). | كل تحول | التقاط الصور وأرشفة أي تشوهات. |
| فحص نظام ضغط الهواء. | تأكد من أن الضغط يتراوح بين 0.5-0.7mpa وأنه لا توجد تسرب في الأنابيب. | كل تحول | سجل قيمة الضغط. | |
| الصيانة الأسبوعية | دليل تزييت السكك الحديدية | أضف شحمًا خاصًا ، وملء ≥ 80 ٪ | أسبوعي | سجل نقاط التشحيم والمبالغ |
|
| فحص النظام الهيدروليكي | تحقق من تفاضل ضغط المرشح (<0.3 ميجا باسكال) ومستوى الزيت داخل النطاق المحدد. | أسبوعي | تسجيل مستوى التفاضلية والزيت. |
| طحن عجلة التوازن الديناميكي. | استخدم موازنًا ديناميكيًا للمعايرة إلى G1.0 (عدم التوازن ≤ 0.4 جم · مم/كغ). | أسبوعيًا أو بعد تغيير عجلة الطحن. | سجل عدم التوازن. | |
| الصيانة الشهرية | التفتيش دقة المغزل | قياس الجريان الشعاعي (.00.003 مم) واللعب المحوري (.00.002 مم) | شهريا | حفظ تقرير التفتيش |
|
| استبدال سائل التبريد | استبدل المبرد تمامًا وقم بتنظيف الأنابيب والخزان. | كل ثلاثة أشهر | سجل تاريخ الاستبدال ورقم الطراز. |
| أداة المعايرة الدقة الهندسية. | تحقق من عمودي كل محور باستخدام مقياس التداخل بالليزر (محور X/Z ≤ 0.005 مم/300 مم). | ربع سنوي | الحفاظ على شهادة المعايرة في الملف. | |
| الصيانة السنوية | إصلاح الجهاز الكامل | يتضمن دليل طحن السكك الحديدية ، وتعديل التحميل المسبق للبرغي ، واختبار عزل النظام الكهربائي | سنوي | تقرير الصيانة الكامل |
| إدارة حياة المكون الرئيسي | استبدال محمل المغزل | استبدال إلزامي بعد 8000 ساعة من التشغيل ، باستخدام محامل السيراميك | تراكمت بساعات | تسجيل وقت استبدال ودُفعة |
|
| استبدل قضبان الدليل والتقاطعات | استبدل كل 5 سنوات أو عندما تتطور اللعب المهمة | 5 سنوات | سجل سبب الاستبدال |
| طحن معايرة شفة العجلة | تحقق من التسطيح (≤ 0.01mm). يجب أن يمتثل عزم دوران الترباس لتعليمات الشركة المصنعة. | كل 2000 ساعة | سجل قيمة عزم الدوران | |
| الاستجابة للطوارئ | طحن عجلة الكراك | أوقف على الفور الجهاز → تحقق من غطاء الواقي → تحقق من مشكلات السرعة/التثبيت → استبدل عجلة الطحن | في حالة حدوث صدع | املأ تقرير الحادث |
|
| فشل تشغيل الشغل | توقف آلة التوقف → تحقق من ضغط المشبك (3-5 ميجا باسكال) → زيادة التفتيش البصري ← تحسين تحديد المواقع | عندما يحدث هذا | سجل التدابير التصحيحية |
احتياطات الصيانة:
السلامة أولاً: قبل الصيانة ، افصل مصدر الطاقة وإطلاق الضغط. ارتداء معدات الحماية.
الأدوات: استخدم أدوات التفتيش الموصى بها من قبل الشركة المصنعة (مثل مقاييس التداخل بالليزر والموازنات الديناميكية).
قابلية تتبع البيانات: تأكيد التوقيع مطلوب لكل عملية صيانة ، وسيتم أرشفة البيانات لمدة ثلاث سنوات على الأقل.
تحذير غير طبيعي: أغلق الجهاز على الفور للتحقيق إذا تم اكتشاف مشاكل مثل زيادة الاهتزاز أو ارتفاع درجة الحرارة غير الطبيعية.
إجابة:
حياة طويلة للغاية: صلابة CBN هي في المرتبة الثانية بعد الماس ، ومقاومة التآكل أكثر من 100 مرة من تلك الموجودة في عجلات طحن corundum ، مما يقلل بشكل كبير من تردد الاستبدال.
الاستقرار الحراري العالي: يمكن لـ CBN تحمل درجات حرارة تصل إلى 1400 درجة مئوية ، مما يمنع حروق الشغل (تفشل عجلات الطحن التقليدية عند 800 درجة مئوية).
الاحتفاظ بالدقة العالية: يظهر الرابطة المزججة صلابة ممتازة ، وقوى الطحن المستقرة ، ويمكن أن تحقق استدارة تفتق أقل من 1μm.
كفاءة عالية: يتم زيادة معدلات إزالة المعادن بنسبة 30 ٪ -50 ٪ ، مما يجعلها مناسبة للمواد التي يصعب صعوبة في الآلة مثل الصلب المتصل والسبائك عالية الحرارة.
حجم الحصى:
الطحن الخشن (RA 0.8μm): #80- #120
طحن غرامة (RA 0.1μm): #400- #2000
تركيز:
الصلب الصلب: 100 ٪ -150 ٪
كربيد: 75 ٪ -100 ٪
الموثق:
سيراميك الطور الزجاجي: للأغراض العامة
السيراميك المصغرة: متطلبات عالية الصلابة
ج: خطوات استكشاف الأخطاء وإصلاحها:
الموازنة الديناميكية: يجب أن تكون عجلة الطحن G1.0 (عدم التوازن ≤ 0.4g · مم/كجم).
تحقق من محامل المغزل: استبدل إذا كان الجريان الشعاعي> 0.003 مم.
ضبط المعلمات:
قلل السرعة الخطية بنسبة 10 ٪ -15 ٪ (على سبيل المثال ، من 120 مترًا/ثانية إلى 100 متر/ثانية).
تقليل معدل التغذية إلى 50 ٪ من القيمة الأصلية.
تحسين التثبيت: زيادة نقاط دعم الشغل وتقليل التراكيب.
الإجابة: الأسباب والحلول المشتركة:
| سبب | حل |
| معلمات الطحن المفرطة | تقليل سرعة الخط أو معدل التغذية |
| تركيز سائل التبريد غير كاف (<4 ٪) | تجديد التركيز إلى 6 ٪ |
| مسام طحن العجلة مسدودة | نظف بمسدس هواء عالي الضغط 0.6 ميجا باسكال |
| تغيير مادة الشغل (يحتوي على مرحلة صعبة) | استخدم تركيزًا أعلى (150 ٪) أو عجلة طحن الحصى الدقيقة |
إجابة:
تحسين التبريد:
معدل التدفق ≥ 15 لتر/دقيقة · مم (عرض عجلة الطحن)
استخدم عجلة الطحن المبردة داخليًا أو فوهة مزدوجة (زاوية 15 درجة)
تعديل العملية:
زيادة عدد دورات التلميع (≥ 3 طحن خالية من الشرارة)
تقليل معدل التغذية بنسبة 30 ٪
اختيار عجلة الطحن:
استخدم عجلة الطحن مع مسامية عالية (30 ٪ -40 ٪) لتعزيز تبديد الحرارة.
إجابة:
معايرة الدقة الهندسية للجهاز:
استخدم مقياس التداخل بالليزر للتحقق من محور X/Z العمودي (خطأ ≤ 0.005 مم/300 مم).
تصحيح زاوية ارتداء عجلة الطحن:
استخدم كتلة زاوية قياسية لمعايرة خزانة الأسطوانة الماس. تحقق من صلابة التثبيت:
تحكم في قوة التثبيت في 3-5 ميجا باسكال لمنع تشوه الشغل.
إجابة:
أداة ارتداء الملابس: ينصح بكرات الماس (عمر طويل ودقة عالية).
إعدادات المعلمة:
معدل تغذية الملابس: 0.002-0.005 مم/السكتة الدماغية
نسبة سرعة ارتداء الملابس: من 0.4 إلى 0.8 (نسبة عجلات الطحن إلى أسطوانة السرعة الخطية)
متطلبات الطحن: هناك حاجة إلى ثلاث تصاريح خالية من الشرارة بعد ارتداء الملابس.
إجابة:
اختبار تشغيل الخمول: قم بزيادة السرعة إلى سرعة التشغيل وتشغيلها لمدة 30 دقيقة.
الموازنة الديناميكية: استخدم موازنًا عبر الإنترنت للتكيف مع G1.0.
اختبار التحقق من طحن:
العملية 2-3 العينات وفحص الأبعاد وجودة السطح.
ضبط ناعما كمية خلع الملابس أو معلمات الطحن بناءً على النتائج.
علامات الثرثرة العادية
الخصائص: الطوائف الدورية ذات الطول الموجي من 0.1-0.5 مم
علاج:
تحقق من اهتزاز الأساس (يجب أن يكون ≤2μm/s)
ضبط السرعة لتجنب ترددات الرنين
استخدم عجلة طحن متباعدة بشكل غير متساوٍ (الفلوت الحلزوني)
حرق السطح
المعايير: طبقة تلون الأكسجين
التدابير المضادة الرئيسية:
زيادة معدل تدفق سائل التبريد إلى -15 لتر/دقيقة · مم
اعتماد تصميم عجلة طحن داخليًا
تقليل معدل التغذية بنسبة 30 ٪ وأضف ثلاثة تمريرات تلميع إضافية
ارتداء غير طبيعي
الحالة النموذجية: تنخفض العمر بأكثر من 50 ٪
حل التحسين:
ضبط تركيز CBN (100-125 ٪ للصلب المتصل)
تعديل معلمات الملابس (معدل التغذية ≤ 0.001 مم/السكتة الدماغية)
سفك الحبوب
الأعراض: تظهر "بقع أصلع" على سطح عجلة الطحن
السبب الجذري:
عيوب قوة السندات
تأثير قطع الزاوية اليمنى
طرق التحسين:
استخدم عجلة طحن رابطة السيراميك الدقيقة
اعتماد طريقة قطع المنحدر <5 °
عدم الاستقرار الأبعاد
نقاط التحكم الرئيسية:
التحكم في درجة الحرارة المحيطة عند 20 درجة مئوية
تشغيل تعويض القياس عبر الإنترنت كل 10 قطع
إنشاء نموذج تعويض التشوه الحراري
طحن عجلة الكراك
إجراءات الطوارئ:
توقف الطوارئ الفوري
تحقق من سلامة الغطاء الوقائي
تحقق مما إذا كانت السرعة تتجاوز الحد
طيران الشغل
التدابير الوقائية:
استخدم تحديد المواقع المزدوجة الميكانيكية والهيدروليكية
تثبيت نظام تأكيد مرئي
التفتيش اليومي:
تركيز سائل التبريد (4-6 ٪)
مظهر عجلة طحن (تشققات/عيوب)
الصيانة الدورية:
أسبوعيًا: تزييت Guideway (ملء الشحوم ≥ 80 ٪)
شهريًا: التفتيش الجريلي للمغزل (≤ 0.003 مم)
التذييل: جدول تشخيص سريع
| وصف المشكلة | عناصر التفتيش الأولوية | المهلة الزمنية |
| علامات الثرثرة | موازنة ديناميكية/محامل | في غضون ساعتين |
| حروق | نظام التبريد | إيقاف فوري |
| تجاوز الأبعاد | تعويض درجة الحرارة | حل أثناء التحول |
المزايا الفطرية التي تحددها خصائص المواد
Superabrasives التي لا يمكن الاستغناء عنها
يتميز CBN (نيتريد البورون المكعب) بصلابة 4500 HV ، في المرتبة الثانية فقط إلى الماس ، ومع ذلك ، فإن ثبات درجات الحرارة العالية (1400 درجة مئوية) يتجاوز بكثير ثبات الماس (الذي يتأكسد عند 800 درجة مئوية).
مقارنة نموذجية: عند تصنيع الصلب المتصلب (HRC 60) ، فإن عمر عجلة CBN هو 100 مرة من عجلة Corundum.
التأثيرات التآزرية للروابط المزججة: يجمع بنية السيراميك المصغرة في الصلابة (معامل مرن 100 GPA) مع خصائص الرشق الذاتي.
المسامية التي يمكن التحكم فيها (5 ٪ -40 ٪) تعمل على تحسين تبديد الحرارة مقارنة بالراتنج/السندات المعدنية.
اختراق في الاحتفاظ بالدقة
الاستقرار على مستوى النانو
معدل فقدان الحبوب الكاشطة <0.1 ٪/ساعة ، ضمان ما يلي حتى بعد 2000 دورة:
الجولة ≤ 1μm
تحمل زاوية المخروط ± 0.003 °
التحكم في التشوه الحراري
الموصلية الحرارية هي 1300W/(M · K) ، ودرجة حرارة منطقة الطحن أقل من 200 درجة مئوية من عجلات طحن corundum.
البيانات المقاسة: درجة حرارة سطح الشغل <150 درجة مئوية عند طحن سبائك التيتانيوم (العمليات التقليدية> 400 درجة مئوية)
التطور التكنولوجي التطلعي
نوبة طبيعية للطحن الذكي
سلوك التآكل الذي يمكن التنبؤ به للغاية ، مناسب لـ:
النمذجة التوأم الرقمية
خوارزمية التحكم التكيفية
الحل الرئيسي الحالي: طحن العجلة المتبقية خطأ التنبؤ بالحياة <3 ٪
اتجاهات التصنيع الخضراء
مقارنة استهلاك الطاقة:
الطحن التقليدي: 25 كيلو واط · H/100 قطعة
طحن CBN: 8kw · H/100 قطعة
50 ٪ انخفاض في استهلاك المبرد

فئة: إنتاج المنتجات المساعدة نظرة عامة على المنتج: حصلت الشركة على شهادة مختلفة من الأنظمة مثل نظام إدارة الجودة ISO9001: 2015 ، نظا...
أكثر
فئة: طاحونة CNC صمام خاص نظرة عامة على المنتج: حصلت الشركة على شهادة مختلفة من الأنظمة مثل نظام إدارة الجودة ISO9001: 2015 ، نظام ال...
أكثر
فئة: طاحونة CNC صمام خاص نظرة عامة على المنتج: حصلت الشركة على شهادة مختلفة من الأنظمة مثل نظام إدارة الجودة ISO9001: 2015 ، نظام ال...
أكثر
فئة: معدات المعالجة الحرارية نظرة عامة على المنتج: حصلت الشركة على شهادة مختلفة من الأنظمة مثل نظام إدارة الجودة ISO9001: 2015 ، نظا...
أكثر
فئة: معدات لحام البلازما نظرة عامة على المنتج: حصلت الشركة على شهادة مختلفة من الأنظمة مثل نظام إدارة الجودة ISO9001: 2015 ، نظام ال...
أكثر
فئة: معدات صب صمام فارغة نظرة عامة على المنتج: حصلت الشركة على شهادة مختلفة من الأنظمة مثل نظام إدارة الجودة ISO9001: 2015 ، نظام ال...
أكثر
فئة: معدات اختبار المنتج النهائي نظرة عامة على المنتج: حصلت الشركة على شهادة مختلفة من الأنظمة مثل نظام إدارة الجودة ISO9001: 2015 ،...
أكثر
فئة: إنتاج المنتجات المساعدة نظرة عامة على المنتج: حصلت الشركة على شهادة مختلفة من الأنظمة مثل نظام إدارة الجودة ISO9001: 2015 ، نظا...
أكثر
فئة: إنتاج المنتجات المساعدة نظرة عامة على المنتج: حصلت الشركة على شهادة مختلفة من الأنظمة مثل نظام إدارة الجودة ISO9001: 2015 ، نظا...
أكثر
فئة: إنتاج المنتجات المساعدة نظرة عامة على المنتج: حصلت الشركة على شهادة مختلفة من الأنظمة مثل نظام إدارة الجودة ISO9001: 2015 ، نظا...
أكثر
 86-13584767515
86-13584767515
86-0515-89500828
 رقم 1 ، منطقة التركيز الصناعي ، مدينة Wulie ، مدينة Dongtai ، مقاطعة Jiangsu
رقم 1 ، منطقة التركيز الصناعي ، مدينة Wulie ، مدينة Dongtai ، مقاطعة Jiangsu

