
لوحة دليل آلة الطحن
Cat:أجزاء أداة الآلة
فئة: إنتاج المنتجات المساعدة نظرة عامة على المنتج: حصلت الشركة على شهادة مختلفة من الأنظمة مثل نظام إدارة الجودة ISO9001: 2015 ، نظا...
أكثرصلابة عالية وارتداء المقاومة
تعتبر صلابة CBN في المرتبة الثانية بعد الماس (Microhardness HV 4000-5000) وأعلى بكثير من Corundum العادي (HV 2000-2200). يمكن أن تطحن مواد خارقة مثل الصلب المتصلب (HRC 60 وما فوق) ، والكربيد الأسمنت ، والسيراميك ، مع معدل التآكل الذي لا يزيد عن 1/5-1/10 عجلات طحن كوروندوم.
استقرار حراري ممتاز
تتميز عجلات طحن CBN المزيفة بربطها بأداء مستقر أقل من 1000 درجة مئوية. معامل التوسع الحراري (3.5 × 10⁻⁶/درجة مئوية) أقل بكثير من معامل الروابط المعدنية ، مما يقلل من التشوه الحراري أثناء الطحن ومنع حروق الشغل.
البنية المجهرية ذات الذات والتحكم فيها
تشكل الرابطة المزججة بنية مسامية من خلال تلبيد درجات الحرارة العالية ، مما يسمح للحبوب الكاشطة بالانفصال بسهولة بعد التخميل ، مع الحفاظ على حدةها. عن طريق ضبط المسامية (5 ٪ -30 ٪) وصيغة السندات (مثل al₂o₃-sio₂) ، يمكن تخصيص صلابة عجلة الطحن وقدرة الاحتفاظ بالرقائق.
احتباس عالية الشكل
عجلات الطحن التقليدية عرضة لارتداء الملف الشخصي أثناء الطحن ، في حين توفر عجلات الطحن CBN المزججة أكثر من ثلاث مرات الاحتفاظ بأشكال أفضل ، مما يجعلها مناسبة بشكل خاص للطحن العالي الدقة (على سبيل المثال ، مستديرة الأسطوانة ≤ 1μm).
تحسن بشكل كبير من كفاءة المعالجة
نسبة الطحن (G-value): يمكن أن تحقق عجلات طحن CBN 2000-5000 (مقارنة بـ 100-300 لعجلات طحن corundum) ، مما يزيد من معدلات إزالة المواد بمقدار 3-5 مرات.
السرعة الخطية: تدعم الطحن عالي السرعة من 80-120 م/ث (مقارنة مع 60 م/ث للعجلات الطحن التقليدية) ، مما يقلل من وقت المعالجة أحادية القطع.
تحسين جودة ودقة السطح
خشونة (RA): يمكن أن تصل الطحن الناعم إلى 0.1-0.2μm ، متفوقة على 0.4μm التي تحققت بعجلة طحن corundum.
الاتساق الأبعاد: يمكن السيطرة على التحمل الإنتاج الضخم ضمن ± 2μm.
انخفاض التكلفة الإجمالية
على الرغم من أن عجلات طحن CBN أكثر تكلفة لكل وحدة ، إلا أنها توفر عمر من 6 إلى 12 شهرًا (مقارنةً بـ 1-2 أسابيع فقط لعجلات طحن Corundum) ، مما يقلل من الحاجة إلى تغييرات العجلات بنسبة 90 ٪ وتكاليف إجمالية بنسبة 30 ٪ -50 ٪.
حالات التطبيق النموذجية
الحالة 1: طحن الكتلة من بكرات الحامل
المواد: GCR15 تحمل الصلب (HRC 62)
عجلة الطحن: CBN #180 ، تركيز 100 ٪
النتيجة: الجولة ≤ 0.8μm ، RA 0.15μm ، وزيادة 2 أضعاف في الإخراج اليومي
الحالة 2: رمح أداة كربيد طحن
التحدي: حياة عجلة الطحن التقليدية من 4 ساعات فقط
الحل: التحول إلى عجلة طحن CBN #320 السيراميك
النتيجة: امتدت الحياة إلى 120 ساعة ، ووصلت استقامة الأداة إلى 0.005 ملم
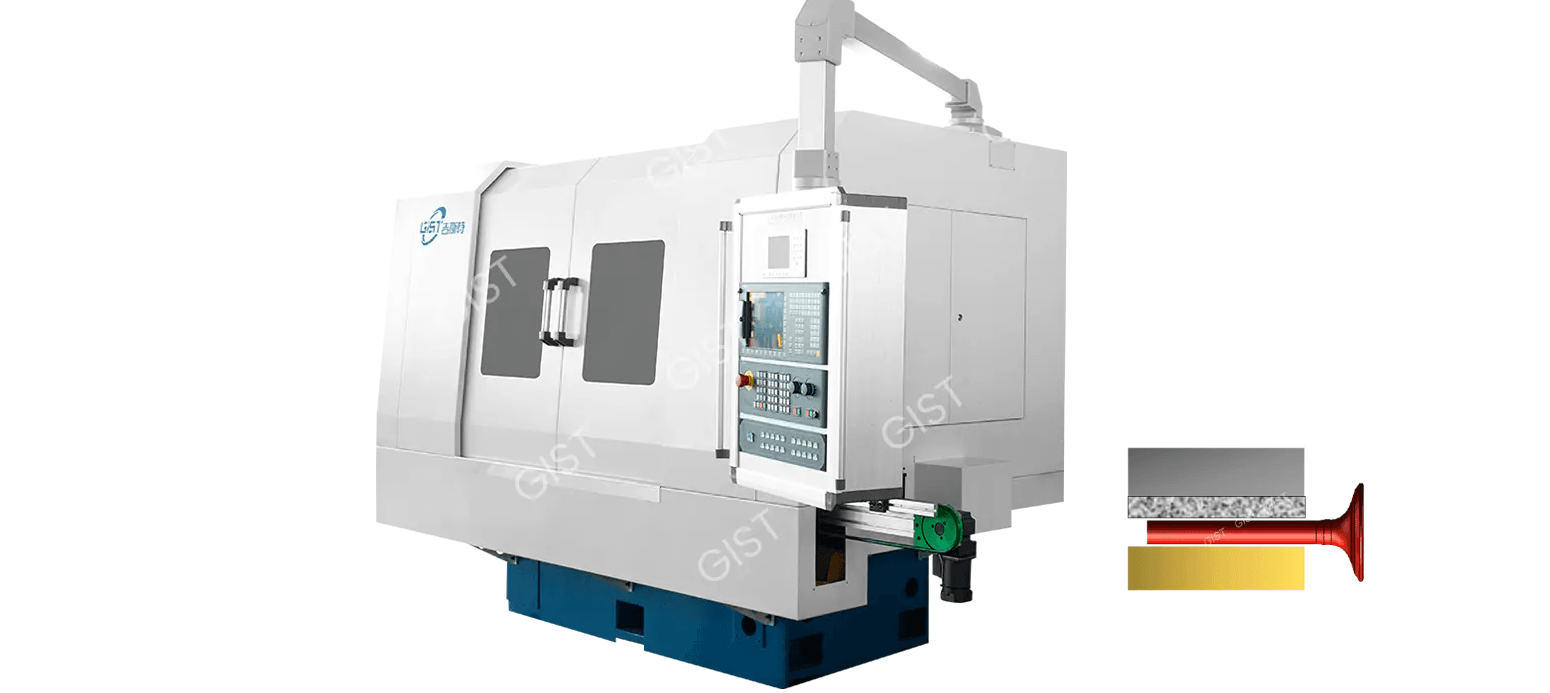
تتكون آلات الطحن الخالية من السيراميك CBN من ثلاثة مكونات أساسية:
عجلة الطحن: عجلة طحن CBN ذات التزجيج (قطرها 400-600 مم) مسؤولة عن حركة الطحن الرئيسية
دليل العجلة: عجلة طحن مطاطية أو راتنجات (قطرها 200-300 مم) مائلة من 1-5 درجة لتدوير وتغذية الشغل
دعم الشغل: يتكون من لوحة دليل أمامية ولوحة دليل خلفية ولوحة دعم. تشكيل نظام دعم مستقر على شكل حرف V
معلمات التصميم النموذجية:
طحن العجلة السرعة الخطية: 45-60 م/ث (تقابل سرعة دورانية تتراوح بين 1500-2500 دورة في الدقيقة)
دليل عجلة الدليل: 20-50 دورة في الدقيقة (قابلة للتعديل بلا حدود)
ارتفاع مركز العمل: 15 ٪ -25 ٪ من قطر الشغل
نظام الحركة الرئيسي:
اتجاه عقارب الساعة لعجلة طحن CBN الخزفية. مدفوعة بمحرك تردد متغير ، يتم التحكم في دقة السرعة في حدود ± 0.5 ٪.
نظام حركة التغذية:
توجيه زاوية إمالة محور العجلة α (عادة 1-5 درجة).
توجيه سرعة سطح العجلة تتحلل إلى:
مكون محيطي: vwork = vguide × cosα (تدوير قطعة العمل)
المكون المحوري: vfeed = vguide × sinα (يدفع الشغل المحوري)
آلية تقريب الشغل:
تشكل قطعة العمل نمط اتصال ثلاثي مع عجلة الطحن وعجلة التوجيه.
مبدأ الطحن ذات الأولوية العالية: نتوءات السطح تتواصل مع عجلة الطحن أولاً ويتم إزالتها.
دورات متعددة متوسط الأخطاء خارج ، في نهاية المطاف تحقيق استدارة عالية.
سلوك القطع المجهري:
إن صلابة الحبوب الكاشطة CBN (8000 HV) أعلى بكثير من تلك الموجودة في مادة الشغل (الصلب المتصلب ، حوالي 800 HV).
سمك القطع لحبوب جلخ واحد هو فقط 0.1-5 ميكرون.
درجة حرارة منطقة الطحن هي 150-200 درجة مئوية أقل من تلك الموجودة في عجلات الطحن التقليدية.
مبدأ التراجع الذاتي:
التآكل المعتدل من الرابطة المزججة يسبب إزالة الحبوب الكاشطة الباهتة. التعرض المستمر للحبوب الكاشطة الجديدة يحافظ على الحدة.
يضمن هيكل المسام الخاص (مسامية 15-35 ٪) مساحة رقاقة كافية.
التحكم في دقة الأبعاد:
ارتداء عجلة طحن منخفض للغاية (0.1-0.3 ميكرون/قطعة).
يقوم نظام التعويض التلقائي بضبط التغذية استنادًا إلى ردود الفعل عبر الإنترنت.
الاستقرار عالي السرعة
السرعات الخطية المسموح بها 80-120 م/ث (عجلات طحن corundum التقليدية ≤ 60 م/ث)
إن الصلابة العالية من الرابطة المزججة تقمع تشوه الطرد المركزي عالي السرعة (معامل التوسع 3.5 × 10⁻⁶/درجة مئوية)
آلية الاحتفاظ بالدقة
ارتداء القطر ≤ 0.003 مم لكل 10000 دورة طحن (عجلات طحن corundum ≥ 0.02 مم)
يجب أن تلبي درجة التوازن الديناميكي G2.5 (معيار ISO 1940)
التحميل: يغذي المواد تلقائيًا من لوحة تهتز إلى لوحة دعم
طحن خشن: #120 CBN عجلة طحن ، إزالة 0.2 مم
طحن ناعم: استبدل بعجلة طحن #320 ، وإزالة 0.01 ملم
التفتيش: يوفر أداة القياس عبر الإنترنت ملاحظات في الوقت الفعلي على أخطاء الأبعاد
خلع الملابس: شحذ الأسطوانة الماسية كل 50 قطعة (تغذية 0.003 مم).
تُظهر عجلات طحن CBN السيراميك متانة رائعة في آلات الطحن الخالية من المركزية ، وتتميز بحياة الخدمة 8-12 أضعاف عجلات طحن أكسيد الألومنيوم التقليدية. في اختبارات الآلات المستمرة لتحمل مكونات الصلب ، أنتجت باستمرار أكثر من 8000 جزء بعد دورة خلع الملابس واحدة ، في حين أن عجلات الطحن التقليدية عادة ما تستمر فقط حوالي 600 جزء قبل الحاجة إلى ارتداء الملابس. تترجم هذه المتانة الاستثنائية مباشرة إلى فوائد اقتصادية كبيرة: يمكن تخفيض تكاليف الأدوات لكل جزء بنسبة 40-60 ٪ ، ويمكن تقليل تواتر تغييرات عجلة الطحن بأكثر من 85 ٪ ، ويمكن تقليل ساعات العمل الإضافية المرتبطة ببديل العجلات بنسبة تصل إلى 70 ٪. تعني عمر الخدمة الأطول أيضًا جودة أكثر اتساقًا للآلات ، مما يلغي تقلبات الدقة الناجمة عن ارتداء عجلة الطحن.
هذا النوع من آلة الطحن يضع معايير صناعة جديدة لدقة الآلات. في الإنتاج الضخم ، يمكن الحفاظ على دقة التحكم في القطر داخل micron 1 ميكرون ، ويمكن ضمان الاستدارة إلى أقل من 0.5 ميكرون عند تصنيف قطع العمل الصلب. يمكن أن تحقق خشونة السطح بسهولة الانتهاء من المرآة من RA 0.1-0.2 ميكرون ، مع عدم وجود طبقة حرق على سطح قطعة العمل والاحتفاظ بمحتوى الأوستينيت المحتجز أقل من 5 ٪. في تطبيقات الصناعة ، تم تخفيض مستويات اهتزاز المنتج بمعدل 4 ديسيبل ، مما يؤدي بشكل كبير إلى تحسين أداء المنتج النهائي.
تُظهر عجلات طحن CBN المزججة معدلات إزالة المواد المثيرة للإعجاب. عند تصنيع الصلب GCR15 ، يمكن أن يصل معدل إزالة المواد إلى 15 ملليمتر مكعب لكل ملليمتر في الثانية ، بزيادة 180 ٪ عن عجلات الطحن التقليدية. يصل هذا التحسن إلى 200 ٪ عند تصنيع الفولاذ عالي السرعة ، وحتى ما يصل إلى 250 ٪ للسبائك الأكثر تحديًا القائمة على النيكل ، 718. في الإنتاج الفعلي ، تم تخفيض وقت الدورات لعمود التروس من 45 ثانية إلى 28 ثانية ، وتم تخفيض وقت العمل لكل قطعة لدوارات مضخة الزيت بنسبة 55 ٪. هذه الكفاءة المتزايدة لا تقصر فقط دورات التسليم ولكن أيضًا على تحسين استخدام المعدات بشكل كبير ، مما يخلق قدرة إنتاج أكبر للمصنعين.
يمكن للمطاحن بدون مركزية مع عجلات CBN المزججة التعامل مع جميع مواد عالية الصعوبة وصعوبة للآلة. من الفولاذ المتصلبة من 60-65HRC إلى الفولاذ عالي السرعة من 63-67HRC ، من كربيد 85-92HRA إلى مختلف السيراميك الهندسي ، فإنهم يحققون جميعها نتائج مثالية للآلات. في مجال السبائك ذات درجة الحرارة العالية ، يعالجون بنجاح مشكلة "التصاق الرقائق" ؛ تحقيق تصنيع عالي الجودة من كربيد. والحفاظ على سلامة سطح ممتازة للمواد مثل سبيكة التيتانيوم TC4. تتيح هذه القدرة على التكيف الواسعة لآلة واحدة تلبية احتياجات الآلات لمجموعة واسعة من المواد ، مما يعزز فائدتها بشكل كبير.
يتم الحفاظ على ارتفاع درجة الحرارة في غضون 2 ميكرون بعد 8 ساعات من التشغيل المستمر ، ويتم ضبط نظام التعويض الحراري المتكامل تلقائيًا للحفاظ على الدقة. تظل قيمة CPK لآلات الأبعاد الحاسمة مستقرة أعلى من 1.67 ، وفي اختبار تصنيع مستمر من 2000 جزء ، يكون تباين القطر فقط 1.5 ميكرون. يقل اهتزاز تشغيل المعدات عن 0.8 مم/ثانية (وفقًا لمعايير ISO10816) ، ويتجاوز وقت التشغيل الخالي من المتاعب 4000 ساعة. يضمن هذا الاستقرار جودة ثابتة أثناء الإنتاج المستمر على نطاق واسع ويقلل بشكل كبير من مخاطر الجودة.
من حيث استهلاك الطاقة ، تزيد عجلات طحن CBN المزججة من نسبة طاقة الطحن الفعالة إلى 35 ٪ ، في حين تعاني عجلات الطحن التقليدية من خسائر إضافية تصل إلى 30 ٪. الأهم من ذلك ، أن الطحن الجاف ممكن لبعض المواد ، مما يقلل من استخدام سائل التبريد بنسبة 90 ٪ ، مما يقلل من نفايات الطحن بنسبة 50 ٪ ، وخفض ضوضاء التشغيل بمقدار 8-10 ديسيبل. هذه الميزات الصديقة للبيئة لا تنخفض تكاليف الإنتاج فحسب ، بل تساعد الشركات أيضًا على تلبية اللوائح البيئية الصارمة بشكل متزايد.
تتميز آلة طحن CBN المزيفة بغيوم CBN Centerless قدرات واجهة شاملة 4.0 ، وتمكين المراقبة في الوقت الفعلي للمعلمات الرئيسية مثل طحن طحن ، ودرجة الحرارة ، والاهتزاز ، والتواصل مع أنظمة MES عبر بروتوكول OPC UA القياسي. تتنبأ خوارزميات AI المتقدمة وتعويضها تلقائيًا عن ارتداء عجلة الطحن ، بدقة ± 0.5 ميكرون. مكّن تطبيق تقنية التوأم الرقمية من دقة التنبؤ بعجلات الطحن الافتراضية لتجاوز 90 ٪. إلى جانب نظام توصية تحسين معلمة العملية ، فإنه يوفر معدات أساسية مثالية لبناء المصانع الذكية.
النقاط الرئيسية لتركيب عجلة الطحن والتكليف
متطلبات التوازن الديناميكي الدقيق:
يجب إجراء موازنة ديناميكية على مرحلتين قبل التثبيت: التوازن الخشن (G6.3) ، يليه موازنة دقيقة (G2.5) بعد التثبيت.
يجب التحكم في عدم التوازن المتبقي في 0.5 جم · سم ، ويجب أن يكون الاهتزاز 0.8 ميكرون بسرعات عالية.
مواصفات التثبيت وتحديد المواقع:
استخدم الجوز الهيدروليكي المخصص للتثبيت ، مع الضغط في ثلاث خطوات على عزم الدوران المحدد (عادة 120-150 N · M).
يجب أن تكون نظافة سطح التلامس شفة 0.4 ميكرون أو أقل ، ويجب فحص التسطيح باستخدام عدسة مسطحة بصرية. (≤0.005mm)
إرشادات تحسين المعلمات
مبادئ مطابقة السرعة:
السرعة الخطية الموصى بها عجلات الطحن هي 45-60 م/ث. يمكن إجراء تعديلات محددة بناءً على المادة:
الصلب الصلب: 50-55 م/ث
كربيد: 35-45 م/ث
سبيكة درجات الحرارة العالية: 40-50 م/ث
دليل سرعة العجلة وصيغة مطابقة زاوية الميل: V_Workpiece = V_Guide × COSα (α = 1-5 °)
معايير إدارة نظام التبريد
قطع معايير اختيار السوائل:
ينصح سائل القطع الاصطناعية (درجة الحموضة 8.5-9.5).
يتم حظر إضافات الضغط الشديد التي تحتوي على الكبريت أو الكلور (قد تآكل المجلدات السيراميكية).
متطلبات دقة الترشيح: ≤10 ميكرون. يوصى بالترشيح المزدوج الشريط المغناطيسي والورق.
إعدادات المعلمة النفاثة:
نطاق الضغط: 3- 5 بار (ما يصل إلى 15 بار مع هزيمة الضغط العالي)
حساب معدل التدفق: Q = 0.5 × عرض عجلة الطحن (ل/دقيقة)
زاوية الفوهة: 15 درجة ± 2 درجة بالنسبة إلى قسم عجلة الطحن
أدوات التحكم الرئيسية في عملية ارتداء الملابس
خلع الملابس الماس:
نسبة سرعة ارتداء الملابس: 0.6 إلى 0.8 (تدور في نفس الاتجاه)
معدل التغذية: 0.5-1 ميكرون/ريف ، مقسمة إلى خطوتين: ارتداء الملابس الخشنة (2-3 ميكرون) وخلع الملابس الناعمة (0.5 ميكرون)
سرعة دوران الملابس الضوئية: 30-50 دورة في الدقيقة بدون تغذية
مراقبة خلع الملابس على الإنترنت:
مستشعر الانبعاثات الصوتي يراقب عملية ارتداء الملابس ؛ أي تغيير مفاجئ في إشارة AE> 5 ديسيبل يؤدي إلى إنذار.
مراقبة الطاقة: تحقق على الفور من حالة الأسطوانة إذا زادت قوة الملابس بنسبة 15 ٪.
متطلبات خاصة لثبات الشغل
حساب ارتفاع المركز:
الصيغة التجريبية: H = (0.15-0.25) × d_workpiece
بالنسبة للآلات ذات الدقة العالية ، يجب قياس زاوية التلامس باستخدام مستشعر إزاحة الليزر (29 درجة -31 درجة مفضل).
دليل مواصفات التعديل:
الفجوة بين الدليل الأمامي وعجلة الدليل = 0.5 × قطر الشغل
يجب سحب الدليل الخلفي 0.02-0.05 مم لتجنب الخدوش.
يجب أن يكون خطأ زاوية V للبليت ≤ 0.5 درجة.
تدابير السلامة الخاصة
قائمة التحقق من فحص الجهاز الواقي:
طحن عجلة غطاء الانفجار ضغط ≥ 5 بار
وقت استجابة جهاز التعشيق <50ms
مسافة الكبح في حالات الطوارئ ≤ 1.5m (بالسرعة المقدرة)
متطلبات الحماية الشخصية:
يجب ارتداء نظارات واقية من المنشقة (قياسي EN166). يتم حظر القفازات عند تشغيل آليات التكيف.
مناطق حماية السمع (> 85dB) إلزامية.
علامات الثرثرة الدورية (علامات مقياس الأسماك)
تدابير الطوارئ:
تقليل سرعة عجلة الطحن على الفور بنسبة 10-15 ٪
زيادة معدل تدفق المبرد بنسبة 30 ٪ وتحقق من زاوية الرش
استخدم موازنًا ديناميكيًا محمولًا لفحص سريع (القيمة الهدف ≤ 0.8μm)
حروق السطح (تلون/تشققات)
تدابير الطوارئ:
قم بالتبديل إلى وضع سائل التبريد عالي الضغط (زيادة الضغط إلى 8-10 بار)
تقليل معدل التغذية بمقدار النصف وتقليل السرعة الخطية بمقدار 3-5 م/ث
استخدم عملية متقطعة "طحن ودعم" (طحن لمدة ثانيتين ، وقفة لمدة 0.5 ثانية)
العلاج المتقدم:
اختبار صلابة عجلة الطحن (الموصى بها من الدرجة K)
تحسين معلمات ارتداء الملابس: زيادة عدد الثورات إلى 80-100 ثورات
تحقق من الارتفاع البارز للحبوب الكاشطة CBN (يجب أن يكون 1/3 من قطر الحبوب).
قطر الانجراف
السيطرة المؤقتة:
تمكين التعويض التلقائي على نظام القياس عبر الإنترنت (حجم الخطوة 0.2μm)
قفل معلمات تعويض درجة الحرارة (ΔT ≤ ± 1 درجة مئوية)
فحص كل 10 قطع وإنشاء مخطط تحكم SPC
تعديل النظام:
تحقق من ميل عجلة الدليل (المعايرة باستخدام مقياس التداخل بالليزر ، خطأ ≤ 0.005 °)
تحقق من منحنى تعويضات ارتداء عجلة الطحن (يوصى بتحديث التعويض كل 100 قطعة)
إعادة معايرة صلابة دعم الشغل (تشوه ≤ 2μm تحت ضغط 50 كيلوغرتف)
استدارة خارج التغذية (البيضاوي/المعين)
تدابير مضادة سريعة:
اضبط ارتفاع مركز الشغل إلى 18-25 ٪ من القطر
قم بزيادة تردد خلع الملابس العجلة (ارتداء كل 50 قطعة)
أضف شرائط مطاطية التخميد (صلابة 70-80 الشاطئ أ) إلى لوحة الدعم. أ)
الحل الكامل:
راقب مسار دوران الشغل مع مرهقة
تحسين خصائص عجلة الطحن (ضبط المسامية إلى 25-30 ٪)
تحقق من المغزل الشعاعي (≤0.001mm)
ارتداء عجلة الطحن غير الطبيعية
تدخل الطوارئ:
توقف على الفور التغذية التلقائية والتبديل إلى الوضع اليدوي
استخدم قلمًا ماسيًا لشحذ المحلية (الضغط 3-5N)
قم بالتبديل إلى مجموعة معلمات عجلة الطحن الاحتياطية (تقليل حجم الحصى بمستوى واحد)
تحليل السبب الجذري:
إجراء تحليل طيف قوة الطحن (FN/FT العادي = 0.3-0.6)
تحقق من اختراق المبرد (يجب أن يكون اختبار التنقيط ≤2 ثانية)
تقييم انحراف صلابة المواد الشغل (ΔHRC ≤2)
تراكم على عجلة الدليل
التنظيف في الموقع:
التنظيف الميكانيكي بفرشاة سلك النحاس (السرعة ≤10 دورة في الدقيقة)
رذاذ مع منظف عامل تنظيف مخصص (درجة الحموضة محايدة)
عكسي باختصار بكرة الدليل (≤30 ثانية)
التدابير الوقائية:
تثبيت مكشطة مساعدة (الفجوة 0.02-0.05 مم)
اضبط نسبة سرعة بكرة التوجيه (vguide/vsand = 1/100-1/80)
تلميع سطح البكرة دليل أسبوعي مع عجينة أكسيد الألومنيوم
كشك المغزل
الإجراء التشغيلي:
استخدم زر إيقاف الطوارئ لقطع الطاقة
تحقق من رمز خطأ العاكس (الحمل الزائد F11 شائع)
كرنك يدويًا للمحرك للتحقق من المقاومة الميكانيكية
قياس مقاومة عزل المحرك (≥5mΩ)
خطوات الاسترداد:
إعادة تشغيل كل مرحلة على حدة (أولاً ، الخمول بسرعة منخفضة لمدة 30 دقيقة)
أعد تشغيل المحرك (20-40-60 ٪ زيادة درجة حرارة الطريق المنحدر)
قم بالتحقق من الدقة الديناميكية (معيار ISO 230-3)
فشل نظام التبريد
حلقة مؤقتة:
تنشيط تبريد ضباب النسخ الاحتياطي (الضغط 0.3-0.5 ميجا باسكال)
استخدم الجليد الجاف للتبريد الموضعي (المسافة ≥ 100 مم)
تقليل معلمات الطحن إلى القيم الآمنة (Q'w ≤ 5 mm/مم · s)
استرداد النظام:
قم بتنظيف المرشح (استبدل إذا كان الضغط التفاضلي> 0.3 بار)
تحقق من خلوص المكره لمضخة الطرد المركزي (0.1-0.15 مم)
معايرة مستشعر التدفق (خطأ ≤ ± 3 ٪)
تقطيع كربيد
تعديلات العملية:
استخدم عجلة طحن رائعة (D126 بدلاً من D151)
استخدم زاوية أشعل النار السلبية (γ = -5 °)
إضافة الدعم الإضافي (أضف نقطة دعم واحدة كل 50 مم)
تحسين المعلمة:
تقليل السرعة الخطية إلى 35-40 م/ث
قم بتغيير معدل التغذية إلى 0.003-0.00 5mm/pass
ما قبل 20-30 قطعة من المواد اللينة بعد ارتداء الملابس
تقطيع سبائك درجات الحرارة العالية
خطة الطوارئ:
رذاذ طلاء مضاد للرقص (يعتمد على الجرافيت)
التبديل إلى وضع الطحن المتقطع (نسبة التشغيل/الإيقاف 3: 1)
زيادة التذبذب المحوري (السعة 0.5-1mm)
حل طويل الأجل:
استخدم عجلة طحن بنية مفتوحة (رقم المنظمة 12-14)
أضف الحد الأدنى من تزييت الكمية (نظام MQL)
مسبق الشغل (إلى 15-20 درجة مئوية)
العمليات المحظورة تمامًا:
الشروط التي تتطلب الإغلاق الفوري:
الصيانة والإدارة اليومية
يجب إجراء عملية تنظيف من ثلاث مراحل بعد المعالجة اليومية: أولاً ، استخدم بندقية هواء مخصصة مع ضغط لا يزيد عن 0.3 ميجا باسكال لإزالة حطام الطحن من سطح عجلة الطحن ، مع إيلاء اهتمام خاص لإزالة البقايا من المسام. ثانياً ، امسح أسطح التلامس لعجلة الدليل ولوحة الدعم مع منظف محايد مع درجة الحموضة من 6.5-7.5 لمنع التآكل الكيميائي. أخيرًا ، قم بتنظيف خزان المبرد للودائع ، مع الحفاظ على الحجم المتبقي إلى ما لا يزيد عن 5 مم. يلزم التنظيف العميق أسبوعيًا ، بما في ذلك إزالة الغطاء الوقائي لإزالة الغبار من الآلية الداخلية ، باستخدام منظف بالموجات فوق الصوتية لتنظيف مكونات دقيقة صغيرة ، وفحص التشوه المرن لكل ختم.
يجب اختبار نظام المغزل يوميًا لارتفاع درجة الحرارة ، مع ارتفاع درجة حرارة الحد الأقصى المسموح به من 35 درجة مئوية. قياس المغزل الشعاعي الجريلي أسبوعي باستخدام مؤشر الاتصال. يجب أن تكون القيمة القياسية ضمن 0.002 مم. تحقق من اختلاف الخطوة في سطح التلامس شفة عجلة الطحن شهريًا. يجب معالجة أي فرق يتجاوز 0.005 مم على الفور. يجب أن يخضع المكسرات الهيدروليكية لاختبار الاحتفاظ بالضغط ربع سنوي ، حيث لا يتجاوز معدل تسوس الضغط 5 ٪.
خطة الصيانة الدورية
يجب استبدال مرشحات النظام الهيدروليكي كل 500 ساعة تشغيل. سيؤثر فرق ضغط المرشح الذي يتجاوز 0.2 شريط على أداء النظام بشكل خطير. يجب تجديد الشحوم GuideWay كل 300 ساعة ، مما يضمن أن مستوى التعبئة يصل إلى 80 ٪ على الأقل من حجم التجويف. يجب فحص تركيز المبرد يوميًا باستخدام مقياس الانكسار للحفاظ على نطاق تركيز معقول من 4-6 ٪. يجب إجراء إزالة غبار الخزانة الكهربائية شهريًا للحفاظ على سمك الغبار أقل من 0.5 ملم.
يجب إجراء صيانة استعادة دقة شاملة كل ستة أشهر ، بما في ذلك اختبار الدقة الهندسية لأداة الماكينة وفقًا لمعايير ISO ، واختبار خصائص الصلابة الديناميكية باستخدام طريقة الاهتزاز ، وإعادة معايرة معلمات نظام CNC. يجب تنفيذ إجراءات الصيانة هذه في ورشة درجات الحرارة الثابتة ، مع تقلبات درجة الحرارة المحيطة يتم التحكم فيها خلال ± 1 درجة مئوية/ساعة.
مواصفات تخزين عجلة طحن CBN
يجب تثبيت خزانة تخزين مخصصة ، مع الحفاظ على نطاق درجة حرارة داخلي يتراوح بين 15 و 25 درجة مئوية مع تقلب درجات الحرارة بالساعة لا يزيد عن ± 2 درجة مئوية. يجب الحفاظ على الرطوبة النسبية بين 40-60 ٪ RH ، مع تثبيت أجهزة مكافحة التكثيف. يجب أن يكون مستوى الاهتزاز المحيط في منطقة التخزين أقل من 0.5 مم/ثانية (نطاق تردد 10-500 هرتز) لمنع تلف الرنين في البنية المجهرية لعجلة الطحن.
استخدم رفوف التخزين الرأسية المخصصة ، بدعم من منصات مطاطية مع صلابة 70 ± 5 الشاطئ A ، مع نقاط الدعم متباعدة ما لا يقل عن 1/3 قطر عجلة الطحن. الحفاظ على زاوية ميل من 5-10 درجة أثناء التخزين لمنع عجلة الطحن من المتداول. يجب أن تكون عجلات الطحن المخزنة لأكثر من ستة أشهر معبأة بالفراغ مع الضغط المتبقي لا يزيد عن 10 كيلو باسكال ومجفات هلام السيليكا المتغيرة للألوان الموضوعة في العبوة. يجب فحص ختم التغليف كل ثلاثة أشهر.
احتياطات النقل
يتم استخدام بنية تغليف واقية من أربع طبقات: حقيبة بولي إيثيلين داخلية مضادة للبولي إيثيلين ، وطبقة وسادة فقاعة سميكة 10 مم في الوسط ، وقشرة خارجية من البلاستيك الصلبة 5 ملم ، وصندوق نقل خشبي صلب. يجب وضع علامة على العبوة بوضوح برمز هش (الحد الأقصى للتسامح في التأثير 3G) ، وسهم تصاعدي (حد الميل 15 درجة) ، وعلامة حساسة لدرجة الحرارة (درجة حرارة التخزين 5-35 درجة مئوية).
يُسمح بالشبكية ، ولكن يجب أن يكون طول الشوكة 2/3 على الأقل من عرض الحزمة. يجب أن يضمن رفع الرافعة أن زاوية الحبل أكبر من 60 درجة. يتم حظر المعالجة الخشنة مثل التدحرج والرمي. لا ينبغي أن يتجاوز التراص طبقتين. الحفاظ على الاستقرار أثناء النقل وتجنب التسارع المفاجئ والكبح.
إجراءات التفتيش المسبقة
يجب أن تخضع عجلات طحن المخزون إلى فحص صارم قبل التكليف: استخدم كوبًا مكبرة 10x لتفقد الشقوق السطحية وقياس القطر الخارجي في ± 0.5 ملم. يتم إجراء اختبار الصنبور للتحقق من النزاهة الداخلية ، مما يضمن صوتًا معدنيًا هشًا. أثناء اختبار التوازن الثابت ، يجب ألا يتجاوز الوزن 5G. مطلوب إعادة التوازن الديناميكي إذا تجاوز الوزن المعيار.
يجب السماح بعجلات الطحن المستخدمة حديثًا بالتأقلم مع درجة الحرارة في ورشة العمل لمدة 48 ساعة على الأقل. يجب استخدام طريقة تسخين التدرج ، مع ارتفاع درجة الحرارة لا تزيد عن 5 درجات مئوية في الساعة. قبل التثبيت ، يلزم التنظيف بالموجات فوق الصوتية مع كحول الأيزوبروبيل لمدة 10 دقائق ، ويجب أن تكون الأسطح غير العملات مغلفة بزيت خاص مضاد للانتعاش. أثناء التثبيت ، يجب أن يفي سطح ملامسة الحافة بمعايير نظافة من RA 0.4μm ، ويجب فحص التسطيح باستخدام عدسة مسطحة بصرية.
نظام سجل الصيانة
إنشاء نظام إدارة سجلات إلكترونية شامل يسجل البيانات الأساسية مثل الوقت والموظفين وحالة المعدات لكل جلسة صيانة ، وكذلك عدد الدُفعة من الأجزاء التي تم استبدالها. يجب أن يتضمن النظام إمكانات تحليل الاتجاه لتوليد تقارير الإنذار المبكر تلقائيًا للأخطاء الشائعة مثل التآكل ، وخلل عجلات الطحن ، والتسربات الهيدروليكية. يجب الاحتفاظ ببيانات الصيانة لمدة خمس سنوات على الأقل ، ويجب إنشاء سجل تتبع دورة الحياة بالكامل للمكونات الحرجة.
يضمن الالتزام الصارم بمواصفات الصيانة والتخزين هذه الظروف العاملة المثلى للمطاحن بدون مركزية مزودة بعجلات CBN المزججة ، مما يمتد الوقت المتوسط بين الإخفاقات إلى أكثر من 8000 ساعة وزيادة عمر عجلة الطحن بنسبة 30-50 ٪. على وجه الخصوص خلال موسم الأمطار أو فترات تقلبات درجة الحرارة الكبيرة ، يجب إجراء اختبار المعلمات البيئية المتكررة لمنع الرطوبة وتقلبات درجة الحرارة من التأثير على دقة المعدات. يجب إجراء الصيانة من قبل الفنيين المدربين تدريباً مهنياً باستخدام المواد الاستهلاكية والأدوات المحددة للمصنع لضمان تلبية صيانة الجودة المتطلبات القياسية.
توفر عجلات الطحن CRAMIC CBN (نيتريد البورون المكعب) مزايا كبيرة في الطحن عالي الدقة في آلات الطحن بدون مركز بسبب صلابةها العالية ، والاستقرار الحراري العالي ، والحياة الطويلة. وتشمل هذه المزايا:
صلابة عالية: صلابة CBN هي في المرتبة الثانية بعد الماس ، مما يجعلها مناسبة لتصنيع مواد عالية الصدفة مثل الصلب المتصلع ، والكربيد الأسمنت ، والسيراميك.
الاستقرار الحراري الممتاز: رابطة السيراميك مقاومة لدرجات الحرارة العالية ، مما يقلل من التشوه الحراري وتحسين دقة الآلات.
الرسم الذاتي الممتاز: الحبوب الكاشطة تسلق بسهولة بعد التخميل ، والحفاظ على الحدة وتقليل خطر الحروق.
الحياة الطويلة: بالمقارنة مع عجلات طحن corundum العادية ، يمكن تمديد عمرها بمقدار 5-10 مرات ، مما يقلل من تردد الاستبدال.
تستخدم عجلات طحن CBN المزججة في المقام الأول لطحن الدقة للمواد ذات الصعود العالي والمقاومة للارتداء ، بما في ذلك:
الصلب الصلب (HRC ≥ 50 ، مثل تحمل الفولاذ والعفن) ؛ كربيد (مثل أدوات الصلب التنغستن) ؛ السيراميك والزجاج (مثل أكسيد الزركونيوم والكربيد السيليكون) ؛ سبائك درجات الحرارة العالية (مثل السبائك القائمة على النيكل) ؛
لا ينصح بالاستخدام على مواد ناعمة (مثل الألومنيوم والنحاس) لأن الحبوب الكاشطة CBN يمكن أن تتضخم بسهولة في المعدن الناعم ، مما يسبب انسداد العجلات.
الطحن الخشن (RA 0.8-1.6µm): #80- #120
طحن شبه فني (RA 0.4-0.8µm): #140- #240
طحن ناعم (ra <0.4µm): #320 وما فوق
اختيار التركيز:
تركيز منخفض (50 ٪ -75 ٪): مناسب للآلات ذات الدقة العالية والمنخفضة الطحن
التركيز المتوسط (100 ٪): الكفاءة العامة والموازنة العامة
تركيز مرتفع (150 ٪ -200 ٪): مناسب للطحن الشاق ، ولكن بتكلفة أعلى
اختيار الموثق:
الرابطة المزعجة (VIT): الأغراض العامة ، مناسبة لمعظم تطبيقات الطحن عالية الدقة
الرابطة المعدنية (م): مناسبة للمواد الفائقة ، ولكن مع خصائص الرضا الذاتية الضعيفة
رابطة الراتنج (ب): مناسبة لجودة السطح العالية ، ولكن مع ضعف مقاومة الحرارة
معلمات الملابس:
تغذية الملابس: 0.002-0.01mm/السكتة الدماغية
سرعة ارتداء الملابس: 0.1-0.3m/s
المبرد: يجب استخدامه لمنع ارتفاع درجة الحرارة أثناء ارتداء الملابس
تردد الملابس:
طحن خشن: ارتداء كل 4-8 ساعات
طحن غرامة: ارتداء كل 2-4 ساعات
عادة ما تكون حروق الشغل ناتجة عن حرارة الطحن المفرطة. يمكن اتخاذ التدابير التالية:
تقليل سرعة الطحن: تقليل سرعة طحن عجلة الطحن بشكل مناسب (على سبيل المثال ، من 80 مترًا إلى 60 مترًا/ثانية).
تحسين سائل التبريد: استخدم سائل تبريد تشحيم للغاية لضمان تغطية كافية لمنطقة الطحن.
ضبط التغذية: قلل من كمية كل قطع (على سبيل المثال ، من 0.02 مم إلى 0.01 مم).
اختيار صلابة عجلة الطحن المناسبة: من الصعب جدًا أن يتسبب عجلة الطحن بسهولة في الحروق ؛ يمكن استخدام عجلة طحن CBN المزججة أكثر ليونة.
الأسباب المحتملة:
عجلة طحن غير متوازنة
عجلة دليل غير مصادفة
ارتفاع مركز العمل غير صحيح
معلمات طحن غير لائقة (على سبيل المثال ، معدل التغذية المفرط)
حل:
إعادة التوازن عجلة الطحن لتقليل الاهتزاز.
ارتداء عجلة الدليل لضمان الجولة.
اضبط ارتفاع مركز الشغل (عادةً 0.5-1.5 مم فوق خط مركز عجلة الطحن).
تقليل معدل التغذية وتحسين معلمات الطحن.
الأسباب المحتملة:
معلمات طحن غير لائقة (على سبيل المثال ، معدل التغذية المفرط)
تبريد غير كاف مما يؤدي إلى تلف حراري لعجلة الطحن
اختيار عجلة طحن غير لائق (على سبيل المثال ، تركيز منخفض للغاية)
تحتوي مادة الشغل على شوائب (على سبيل المثال ، كربيد مع محتوى الكوبالت مرتفعًا جدًا)
تدابير التحسين:
تحسين معلمات الطحن لتجنب التحميل الزائد.
ضمان تدفق سائل التبريد الكافي (≥20 لتر/دقيقة).
حدد عجلة طحن CBN بتركيز أعلى (على سبيل المثال ، 100 ٪ → 150 ٪). تحقق من مادة الشغل لتجنب الشوائب التي قد تؤثر على حياة عجلة الطحن.
| عناصر المقارنة | عجلة طحن CBN المزججة | عجلة طحن Corundum العادية (على سبيل المثال ، White Corundum) |
| صلابة | مرتفع للغاية (الثاني فقط إلى الماس) | منخفضة نسبيا |
| المواد المعمول بها | مواد عالية الصدفة (الصلب المصلب ، كربيد) | الصلب العادي ، الحديد الزهر |
| عمر | 5-10 مرات أطول | قصير نسبيا ، يتطلب استبدال متكرر |
| كفاءة طحن | عالية ، مناسبة لطحن الدقة | منخفض نسبيا ، مناسبة للطحن الخشن |
| يكلف | عالية التكلفة ، ولكنها ممتازة إجمالية التكلفة | منخفض نسبيًا ، ولكنه يتطلب استبدالًا متكررًا |
بيئة التخزين: حافظ على العجلة جافة وخالية من الاهتزاز ، وتجنب درجات حرارة عالية أو منخفضة.
تفتيش التثبيت المسبق: تأكد من أن العجلة خالية من الشقوق وأن الثقب الداخلي يتطابق مع الحافة.
تنظيف ما بعد الاستخدام: استخدم الهواء المضغوط أو عامل تنظيف متخصص لإزالة حطام طحن ومنع انسداد.
طحن الأسطوانة: دقة عالية واتساق ، مع RA حتى 0.2µm.
طحن الأداة كربيد: تمديد عمر الأداة وتقليل خطر الحروق.
أجزاء السيارات (على سبيل المثال ، أعمدة الكامات): طحن عالية الكفاءة لتحسين كفاءة الإنتاج.
تحديد معلمات عجلة الطحن المناسبة
حجم الحصى: اختر #80- #120 للطحن الخشن و #240- #400 للطحن غرامة.
التركيز: عمومًا اختر 75 ٪ -100 ٪ ، وزيادة إلى 150 ٪ للطحن الثقيل.
الرابطة: الرابطة المزعجة (VIT) مناسبة لمعظم تطبيقات الطحن عالية الدقة.
الاختيار غير الصحيح: قد يزيد الحصباء من قوى الطحن ، في حين أن التركيز مرتفع للغاية قد يزيد من التكاليف.
الموازنة الديناميكية ضرورية قبل التثبيت لمنع الاهتزاز من التأثير على جودة سطح الشغل (زيادة قيم RA).
تفقد بانتظام ، خاصة أثناء الطحن عالي السرعة (السرعات الخطية ≥ 60 م/ث).
التأثير: يمكن أن يسبب اختلال التوازن علامات الثرثرة وجولة خارج التسامح.
أدوات ارتداء الملابس: قلم الملابس الماس أو الأسطوانة.
معلمات ارتداء الملابس: تغذية 0.002-0.01 مم/السكتة الدماغية ، وسرعة ارتداء الملابس 0.1-0.3M/ثانية.
التبريد: برش سائل التبريد أثناء ارتداء الملابس لمنع تلف الحرارة.
أخطاء العملية: الملابس المفرطة أو السرعة المفرطة سوف تسريع ارتداء عجلة الطحن.
السرعة الخطية: الموصى بها لعجلات طحن CBN المزججة هي 50-80 م/ث (ضبط اعتمادا على المادة).
معدل التغذية: 0.005-0.02 مم للطحن الناعم ، وأعلى للطحن الخشن.
سرعة الشغل: تطابق سرعة عجلة الدليل لتجنب الانزلاق والتشوه.
المشكلات النموذجية: يمكن أن تسبب الأعلاف المفرطة بسهولة حروقًا ، في حين أن السرعة المنخفضة جدًا يمكن أن تؤدي إلى ضعف الكفاءة.
معدل التدفق: ≥20L/دقيقة لضمان تغطية منطقة الطحن بأكملها. الترشيح: استخدم نظام ترشيح عالي الدقة (على سبيل المثال ، 5μm أو أقل) لمنع حطام الطحن من انسداد عجلة الطحن.
اكتب: اختر سائل تبريد تشحيم للغاية (على سبيل المثال ، الإستر الصناعي).
عواقب عدم كفاية التبريد: حرق الشغل والتكسير الحراري لعجلة الطحن.
القيمة الموصى بها: يجب أن يكون مركز الشغل 0.5-1.5 مم فوق مركز عجلة الطحن (ضبط على أساس القطر).
التأثير: منخفض للغاية يمكن أن يؤدي الارتفاع إلى برميل ؛ ارتفاع ارتفاع يمكن أن يسبب الجريان.
طريقة الاختبار: قم بقياس الدورة بعد طحن التجربة وضبطها على الموضع الأمثل.
المواد القابلة للتطبيق: الصلب المتصلع ، كربيد ، سيراميك ، إلخ (HRC ≥ 50).
المواد المحظورة: يمكن أن تسبب المعادن الناعمة مثل الألومنيوم والنحاس بسهولة انسداد عجلة الطحن.
البديل: للمواد الناعمة ، استخدم عجلات طحن Corundum أو Diamond.
إرشاد حول العجلات: يمكن أن يؤدي خارج الدور إلى انحرافات تقريب الشغل وتتطلب تقريب منتظم. ارتداء لوحة الدعم: يتطلب التآكل بديلاً ، وإلا فإن استقامة الشغل سوف يتأثر.
دورة الصيانة: تحقق من عجلة الدليل كل 8 ساعات.
طحن خشن: بدل لكل جانب 0.1-0.3 مم.
طحن ناعم: بدل لكل جانب ≤ 0.05 ملم.
خطر الإفراط في البدل: زيادة قوة الطحن واختصار حياة عجلة الطحن.
معايير التشغيل:
لا تدفع قطعة العمل مباشرة باليد ؛ استخدم انتقادات مخصصة.
تأكد من إغلاق غطاء الواقي قبل بدء الجهاز.
المناولة غير الطبيعية: أوقف الجهاز على الفور وفحص أي ضوضاء أو اهتزاز غير عادي.
الخط الأحمر السلامة: تجاوز حد السرعة الخطية لعجلة الطحن قد يتسبب في خطر الانفجار!

فئة: إنتاج المنتجات المساعدة نظرة عامة على المنتج: حصلت الشركة على شهادة مختلفة من الأنظمة مثل نظام إدارة الجودة ISO9001: 2015 ، نظا...
أكثر
فئة: مخرطة CNC نظرة عامة على المنتج: حصلت الشركة على شهادة مختلفة من الأنظمة مثل نظام إدارة الجودة ISO9001: 2015 ، نظام الإدارة البي...
أكثر
فئة: طاحونة CNC صمام خاص نظرة عامة على المنتج: حصلت الشركة على شهادة مختلفة من الأنظمة مثل نظام إدارة الجودة ISO9001: 2015 ، نظام ال...
أكثر
فئة: طاحونة CNC صمام خاص نظرة عامة على المنتج: حصلت الشركة على شهادة مختلفة من الأنظمة مثل نظام إدارة الجودة ISO9001: 2015 ، نظام ال...
أكثر
فئة: طاحونة CNC صمام خاص نظرة عامة على المنتج: حصلت الشركة على شهادة مختلفة من الأنظمة مثل نظام إدارة الجودة ISO9001: 2015 ، نظام ال...
أكثر
فئة: معدات الآلات نظرة عامة على المنتج: حصلت الشركة على شهادة مختلفة من الأنظمة مثل نظام إدارة الجودة ISO9001: 2015 ، نظام الإدارة ا...
أكثر
فئة: معدات الآلات نظرة عامة على المنتج: حصلت الشركة على شهادة مختلفة من الأنظمة مثل نظام إدارة الجودة ISO9001: 2015 ، نظام الإدارة ا...
أكثر
فئة: معدات لحام البلازما نظرة عامة على المنتج: حصلت الشركة على شهادة مختلفة من الأنظمة مثل نظام إدارة الجودة ISO9001: 2015 ، نظام ال...
أكثر
فئة: معدات اختبار المنتج النهائي نظرة عامة على المنتج: حصلت الشركة على شهادة مختلفة من الأنظمة مثل نظام إدارة الجودة ISO9001: 2015 ،...
أكثر
فئة: إنتاج المنتجات المساعدة نظرة عامة على المنتج: حصلت الشركة على شهادة مختلفة من الأنظمة مثل نظام إدارة الجودة ISO9001: 2015 ، نظا...
أكثر
 86-13584767515
86-13584767515
86-0515-89500828
 رقم 1 ، منطقة التركيز الصناعي ، مدينة Wulie ، مدينة Dongtai ، مقاطعة Jiangsu
رقم 1 ، منطقة التركيز الصناعي ، مدينة Wulie ، مدينة Dongtai ، مقاطعة Jiangsu

